




想知道双金属复合耐磨钢板哪里卖产品的独特魅力吗?我们为您准备的视频将带您亲身体验,让您感受到产品的无限魅力。
以下是:双金属复合耐磨钢板哪里卖的图文介绍



【多麦金属】高锰耐磨耐候钢板生产厂家是一家专业生产 甘肃庆阳堆焊耐磨板的厂家,公司集生产,销售于一体,在长期的实践中积累了丰富的经验。公司实力雄厚,技术完善,设备先进。公司始终坚持严格的质量管控,完善的售后服务技术,在全国各地建立了本地化的安装。主打产品 甘肃庆阳堆焊耐磨板。我们对产品、对客户负责的态度,将品质作为选择材料的先决条件,打造高质量产品。以优良的服务、赢得了广大用户的青睐。在同行业中处于领先位置。公司以团结开拓,诚信自强的企业精神为广大用户提供优质的产品与的服务。我公司厂房地理位置优越,交通便利。欢迎各界朋友来我公司考察或致电洽谈。

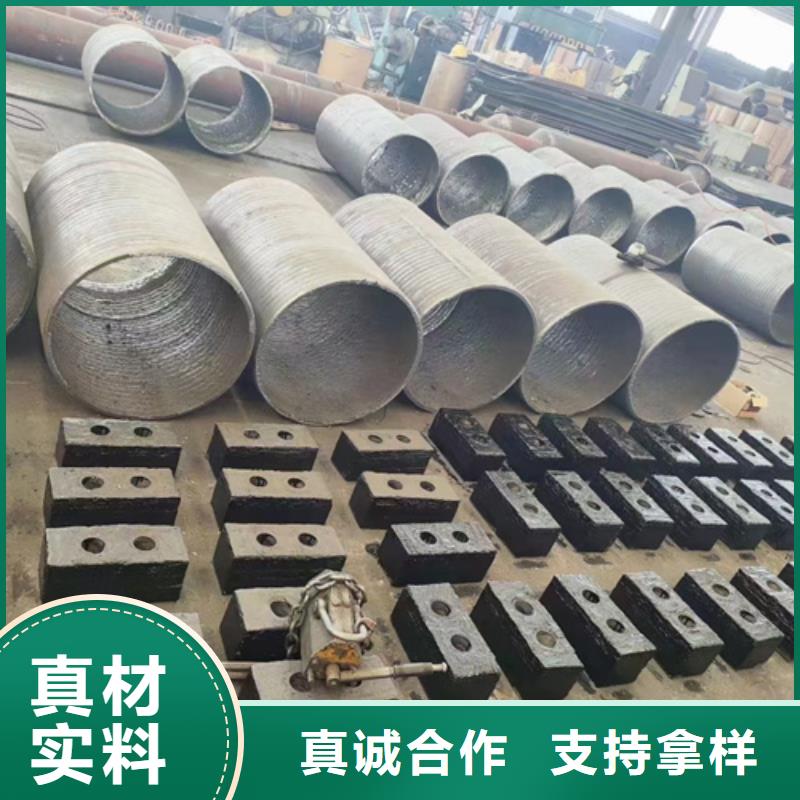
煤仓是燃煤火力发电厂制粉系统中的重要组成部分, 在大 中型机组电厂中,主厂房煤仓多数采用型钢和钢板制成。 由于物料在仓内流动,其与仓壁钢板的摩擦易使板壁受损,同时钢板表面粗糙易造成堵煤。 因此,煤仓内壁在设计时都考虑加设1 层耐磨强度高于普通钢板且表面光滑的KNM60耐磨钢板做煤仓衬板,以延长煤仓使用年限,降低维修率。1、甘肃庆阳切割:可用等离子切割、甘肃庆阳碳弧、甘肃庆阳砂轮锯将大面积复层钢板切割成所需要的形状。佳方法是用空气或者惰性气体等离子弧进行切割,方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。2、甘肃庆阳开孔:大孔可以采用等离子切割,小孔使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。3、甘肃庆阳焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。耐磨钢板也可以焊接到其他钢结构上。4、甘肃庆阳塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。5、甘肃庆阳螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接。复合耐磨钢板


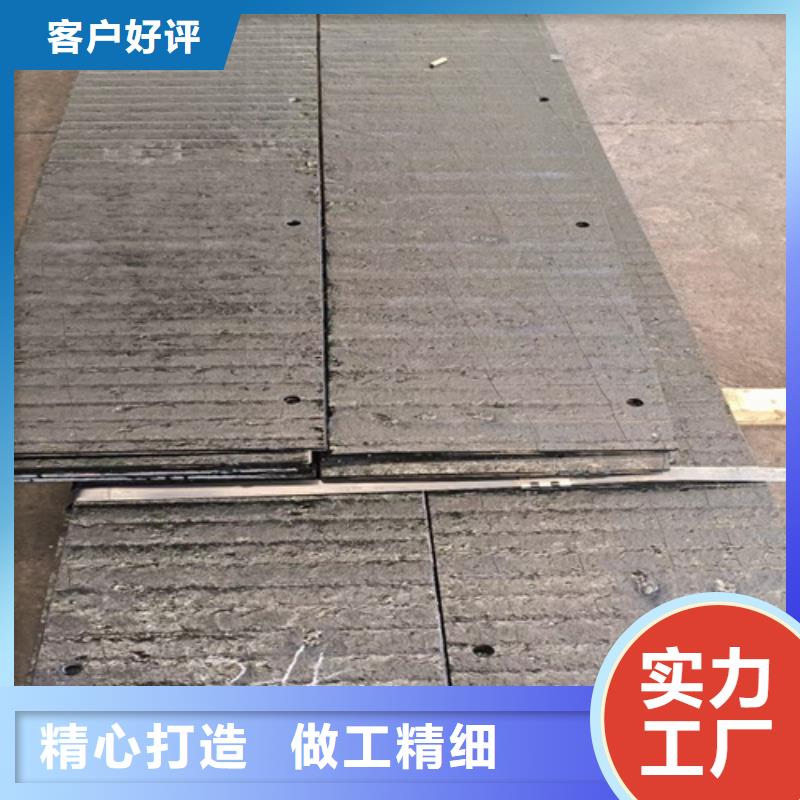
堆焊工艺方法在堆焊前先将明弧堆焊焊丝穿过送丝轮和导电嘴,焊枪接电源正极,基材接电源负极,通电后焊丝先与基材之间形成电弧,随焊枪摆动向前焊接,电弧开始在焊丝与基材之间产生,进人稳定焊接过程。在堆焊过程中,焊枪的摆动宽度应大于焊丝直径的4倍以上,以避免摆动过宽造成焊道两侧熔深过大,摆宽过窄造成成形不良。堆焊过程中的易损件,如导电嘴、甘肃庆阳送丝轮应及时更换,否则会导致送丝不畅,而产生断弧。焊丝的干伸长度要适中,不能过长或过短(一般25mm)。过长会导致焊道不直,影响焊缝成形;过短会导致断弧,影响连续焊接和板的质量。在实际的生产过程中,我们采用四头堆焊板工艺,同时用四台焊机堆焊。采用这种方法能提高生产效率,降低成本。如堆焊规格为1500mmx3500mm的Q235钢板,当选用2.8mm焊丝,堆焊4mm厚度时,大约只需要3.5h,一人操作即可完成整张板的焊接。同时焊接过程中采用压力水冷技术,既可提高冷却速度,也可提高板的硬度和。焊接速度的选择:从堆焊成形角度讲,焊接速度太小时,由于线能量过大熔化了较多的金属,使熔化金属向焊缝两边流淌,影响焊缝成形,同时容易造成边缘部分与基材间产生未融合的缺陷;焊接速度太大时,会使堆焊层中间下凹或者薄厚不均匀。通过多次试验,我们选择的焊速一般在10~15mm/s之间,随着焊接电流的增加,焊速也略有增加。此外,焊速还影响堆焊层厚度,焊速越快,堆焊层越薄。所以在实际堆焊时,应综合考虑多方面因素来选择焊速。复合耐磨钢板



