




想要更直观地感受 球墨铸铁管当地货源产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
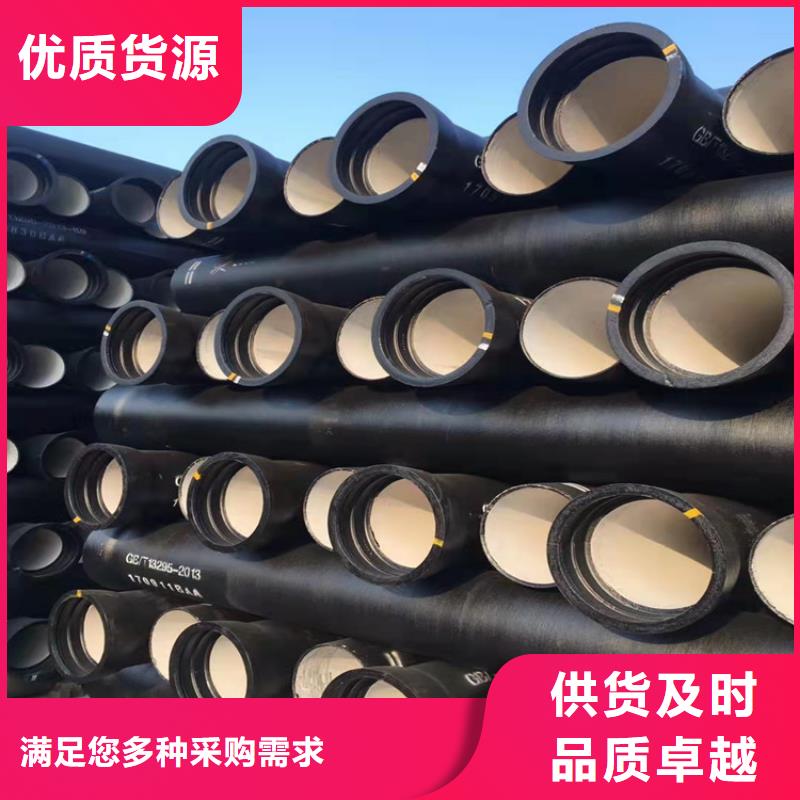
以下是: 球墨铸铁管当地货源的图文介绍


SSQ铸铁伸缩器也称伸缩节、膨胀节、补偿器、伸缩接头。伸缩器在一定范围内可轴向伸缩,也能在一定的角度内克服管道对接不同轴向而产生的偏移,能极大的方便阀门管道的安装与拆卸,在管道允许伸缩量中可以自由伸缩,一旦越过其 伸缩量就起到限位,确保管道的运行。 主要为保障管道运行,具有以下作用:补偿吸收管道轴向、横向、角向热变形;吸收设备振动,减少设备振动对管道的影响;吸收地震、地陷对管道的变形量。 这是两种工艺不同的分法: 非离心球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。离心球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。球墨铸铁管管长一般为多少水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的球墨铸铁管一般为大口径管道。



球墨铸铁管生产厂家,质量保证,价格优惠。⑴球墨铸铁管安装时管子受力不匀或管子吊装不正,致使摩擦阻力增大,从而发生管子不易到位。球墨铸铁排水管轻度高、壁薄、耐压、耐冲击、耐腐蚀、耐抗震等性能。管道接口采用柔性接口,而且还有一定的延伸率及偏转角。他具备生铁管和钢管材质的优点,避免了铁和钢的缺点。因为采用绳子滑轮(pulley)进行安装时,管子两侧的滑轮不易处于管子中心线上,即使管子两侧用力一样也不能保证管子受力均匀。针对这种情况(Condition),我们制作了一只钢马鞍(其内径略大于管外径)、在其下口处于管子中心线的位置焊吊钩。安装时将马鞍置于承口端,然后按图2所示进行安装。这样就保证了安装时管子两侧受力均匀。⑵因常用润滑剂为肥皂水,其在积水沟槽或气温较高的情况(Condition)下几乎不起润滑作用,在这种情况下我们一般选用粘度较高的食用油作为润滑剂。球墨铸铁消防管指用于消防方面,连接消防设备、器材,输送消防灭火用水,气体或者其他介质的管道材料。由于特殊需求,消防管道的厚度与材质都有特殊要求,并喷红色油漆,输送消防用水。⑶橡胶(Rubber)密封圈安装不正确,在球墨铸铁管子进行安装时由于较大的摩擦力致使胶圈脱离原来的位置(position )。⑷因在运输、吊装过程(guò chéng)中的不规范操作控制,致使插口失圆,从而导致球墨铸铁管安装困难。球墨铸铁供水管用于供水的专用管道。选用的主要控制参数为公称通径、工作压力、连接方式等。他具备生铁管和钢管材质的优点,避免了铁和钢的缺点。铸铁管用铸铁浇铸成型的管子。铸铁管用于给水、排水和煤气输送管线,它包括铸铁直管和管件。劳动强度小。按铸造方法不同,分为连续铸铁管和离心铸铁管,其中离心铸铁管又分为砂型和金属型两种。这种情况较为少见,对于失圆的管子,需用专用工具来进行校圆。球墨铸铁管安装厂家提供上门或者电话指导,为客户提供方便。

球墨管厂家告知有的厂家采用涂刷涂料来防止,取得了非常好的结果,但是还是会有昆山以及新兴球墨管铸件出现夹砂,砂眼的情况。一是由于浇口涂刷涂料相对较辛苦以及困难。二就是在浇注的过程中浇注温度特别高,并且冲刷较大,涂料在冲刷和高温浸泡下非常容易脱落。造成夹砂砂眼。长久以来非常多球墨铸铁管管铸件的厂商都并不是非常重视浇道。他们往往忽略了浇注过程中对浇道壁的冲刷。以及所以导致了铸件夹砂砂眼。1、球墨铸铁管管件的成品率,提高铸件的质量,降低铸件总成本。 2、采用铸造浇口陶管,此产品使用方便,具有流通光滑,耐铁水,钢水冲刷,不吸收钢水,可锯性佳等特点,可以简化造型工艺,省去浇口内侧上涂料的困难工作,并对改善浇注系统的布置,避免铸件冲砂,砂眼,加砂缺陷。对铸件质量以及球墨铸铁管铸件成品率都起到了非常重要的作用,特别是在各种各样的自硬性铸造造型中,其不同之处就更加的突出。


球墨铸铁管的质量由什么决定的呢?当然是含硅量决定球墨铸铁管的质量了, 含硅量对球墨铸铁管的机械性能影响很大,比如硅可以改变石墨 球的大小、分布和圆整度,可以细化石墨球,会使基体塑性、强度提高; 硅在退火过程中可以促进渗碳体分解,生成铁素体,提高球墨铸铁管的塑性和延展性;硅还可以溶解在铁中并强化金属基体,提高球墨铸铁管的硬度和强度。 因此球墨铸铁管中的硅主要是以孕育的方式加 入。为了更好的发挥硅的作用,在生产中硅以三次孕育的形式加入:首 先是球化包内孕育,其次是随流孕育,然后是管模粉孕育。并且这三次 孕育都以瞬时孕育的效果******,因此在球化包内孕育前炉内的硅要调 质到一个合适的量,由实验表明炉内的硅一般调到0.8 —丨.2%之间,如 果炉内的硅调到低于0.8^,在球化包内就要加入更多的孕育剂,这球墨铸铁管 样 球化后的铁液降温太大,不利于浇注;如果炉内的硅调到高于丨.2%, 在球化包内加入的孕育剂相对就会减少,这样孕育效果就会大大降 低,并且硅在高温的炉内还会被烧损,其反应方程式为51+2^01=5102结果会使铸管中的终硅量减少,影响铸管力学性能。



建厂以来,格瑞管业有限公司十分重视人才培养与科技进步,先后与六家大专院校和科研机构建立了长期技术合作关系,旨在不断提高 枣庄滕州球墨铸铁管产品科技含量,增强企业发展后劲。我们十分重视 枣庄滕州球墨铸铁管产品的升级换代和新产品开发。面对激烈的市场竞争,企业始终坚持“质量保证、用户至上”的宗旨,确保以高质量的 枣庄滕州球墨铸铁管产品、周到的服务、及时的交货、合理的价格赢得用户的信赖。


球墨铸铁管的承口结构括球墨铸铁管承口和胶圈,球墨铸铁管管体外经为DN1800mm,其承口端内有档环,外部圆弧光滑过渡,档环里的内壁上有向壁内连续的、第二和第三凹槽,、第二和第三凹槽呈阶梯状,、第二和第三凹槽的直径逐渐变小,凹槽和第二凹槽内嵌装胶圈,胶圈有硬质座和软质头两部分组成,胶圈有喇叭状内孔,硬质座有外凸环,外凸环嵌在凹槽内,软质头有外圆柱面,外圆柱面嵌在第二凹槽内。这种承口结构解决了口径大于DN1600规格的球墨铸管无法使用T型接口的技术难题。球墨铸铁管供水管道常用接口为T和K型。对于T型接口通常只是适合用于DN80-Dm600mm*8.15米长度规格球墨铸管;因为该种接口仅使用胶圈,没有其它附件即可密封,而且安装速度快,施工方便,无需压兰、螺栓,直接安装。使用综合成本较低。且T型接口能适应一定的基础变形,具有一定的抗震能力。但是,中大口径铸管无法使用此种接口。对于通常口径大于DNieOOmm规格的球墨铸管,一般采用K型接口。K型接口安装费时费力,需要的附件较多,使用成本较高,该方法的性较低。为了克服现有技术的缺点,这种承口结构提供一种DmSOOmm球墨铸铁管承口结构,可以使用T型接口型式。这种承口结构解决其技术问题所采取的技术方案是:它包括球墨铸铁管承口和胶圈,球墨铸铁管管体外经为DN1800mm,其承口端内有档环,外部圆弧光滑过渡,档环里的内壁上有向壁内连续的、第二和第三凹槽,、第二和第三凹槽呈阶梯状,、第二和第三凹槽的直径逐渐变小,凹槽和第二凹槽内嵌装胶圈,胶圈有硬质座和软质头两部分组成,胶圈有喇叭状内孔,硬质座有外凸环,外凸环嵌在凹槽内,软质头有外圆柱面,外圆柱面嵌在第二凹槽内。


