





以下是防撞护栏河堤护栏诚信经营的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:防撞护栏河堤护栏诚信经营的图文介绍

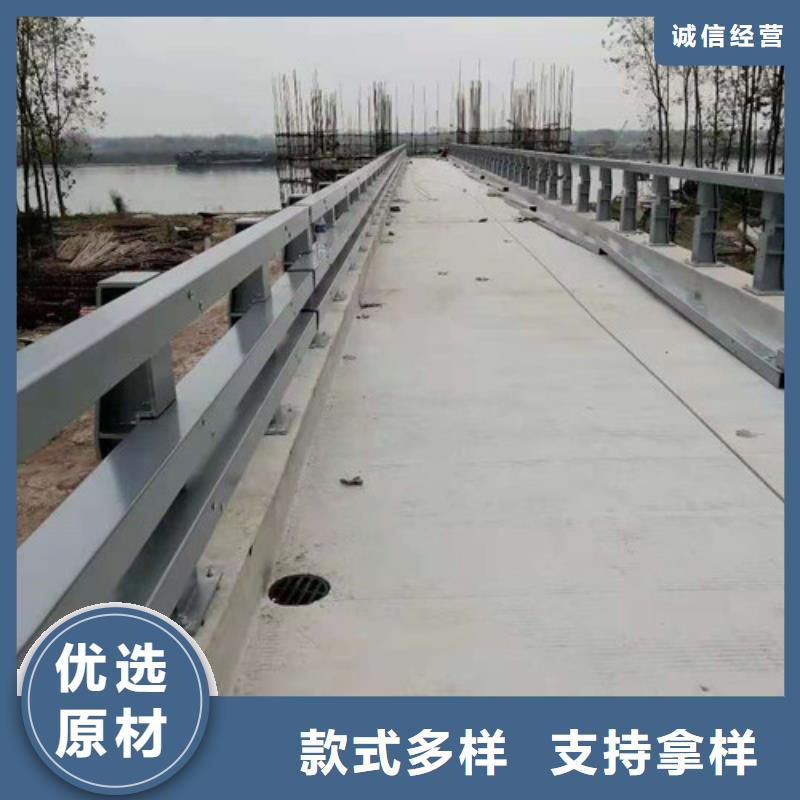
一鸣路桥工程有限公司拥有一支能文能武,高素质的 连云港海州防撞立柱生产和技术研发团队,以精湛的技术工艺,精益求精的 连云港海州防撞立柱产品获得众多用户认可。主营产品: 连云港海州防撞立柱。 拥有完善的 连云港海州防撞立柱产品质量监督管理体系及完善的检测手段,坚持质量,交货及时,价格低廉,服务周到的原则。我们以雄厚的技术力量,以及灵活快捷的工作态度竭诚为您服务。 本公司服务宗旨:诚信服务、质量是生命!真挚的愿与各界朋友在 连云港海州防撞立柱领域中,合作生产,共同发展!


不锈钢复合管防撞护栏与不锈钢护栏对比 不锈钢复合管:材质为铁管,外层包裹不锈钢层,较坚固,管口密封较好,其防锈期限与纯不锈钢并无不同。<br /> 不锈钢复合管是用不锈钢和碳结构钢两种金属资料同时复合无损压力制成的一种新资料,它耐磨,耐磨和杰出的外表以及它杰出的满腔强度和抗冲击性。这符合 节能推广的原则。不锈钢complex是2002年 标准GB/t18704~2002年正式公布的。资料在质量挑选,查验等方面都进行了严厉规范的管理。现在,该车广泛用于桥梁栏杆、装修、室内装修、汽车零部件、碾盘、纺织零部件等范畴。  两者在资料的区别。一些工厂在生产过程中运用不锈钢复合管,而一些工厂则运用不锈钢复合管相对来说,这些不锈钢管的栏杆比较好,当然也比较便宜,所以价格低廉,所以有些厂家也可以在资料之间运用复合管,即不锈钢作为辅助资料。但是,有些不讲誉的制造商怕用优质产品来替代不良产品,所有的管子都是不锈钢复合的。  不锈钢以耐腐蚀,耐磨,耐热,光艳,富丽堂皇的表层而广泛应用于国民经济的各个范畴。由于我国镍资源短缺,不锈钢需求大多依赖进口,价格较高,不锈钢的推广应用受到一定程度的制约。<br />



不锈钢复合管:材质为铁管,外面包裹着不锈钢层,比较稳定,管口封锁良好的情况下可保证其防锈期限与纯不锈钢无异。不锈钢复合管:整个管都为不锈钢的较轻,承重才干没有复合管好,但是不容易生锈,不锈钢材质又分好几种200,201,300,301,304等,市场上普通为301材质,304的效果 ,其次301。 不锈钢复合管厂家资质证明专业消费各种规格、材质的不锈钢复合管、外敷不锈钢复合管、内衬碳素钢复合管、双金属复合管、外敷不锈钢复合管件护栏、不锈钢复合管栏杆、不锈钢复合方管、不锈钢碳素钢复合管、护栏立柱、钢板立柱、不锈钢复合管护栏及相关护栏/栏杆工程材料的设计、消费、加工、制造,及相关护栏/栏杆工程材。 关于明年的原料来说,应该是一大应战,毕竟高水准市价会压制需求,也会未来拉涨的空间,本钱能否,关键还得看需求能否给力。关于废品材来说,除去运费抬高之外,废品再涨的空间真的所剩无几,当然在利润红眼之下,行情或许还会铤而走险。 市场方面:市场部分规格较为紧俏,如整体定价较为。市场方面:不锈钢复合管厂家市场商家库存压力仍存,多数商家按单议价为主。目前不锈钢复合管厂家厂家仍有优势,商家订货较为纠结,普遍觉得清明节前依然出货为主,估量短期内不锈钢复合管厂家价钱或震荡盘整为主。 不锈钢复合管的直缝焊管消费工艺不只简单,而且消费效率高,本钱低,展开较快。螺旋焊管的强度普通比直缝焊管高,能用较窄的坯料消费管径较大的焊管,还可以用同样宽度的坯料消费管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度30~,而且消费速度较低。


不锈钢复合管防撞护栏焊接进程如果因液态缩短和凝结缩短形成的体积缩短等于因外壳尺度缩小所形成的体积减缩,则凝结的外壳仍和内部液态金属紧密触摸,不会发生缩孔。可是,因为合金的液态缩短和凝结缩短超过硬壳的固态缩短,因而液体将与硬壳的顶面脱离。顺次进行下去,合金管硬壳不断加厚,液面将不断下降,待金属全部凝结后,在铸件上部就形成了一个倒锥形的缩孔。整个铸件的体积因温度下降至常温而不断缩小,使缩孔的 体积有所减小,但其值变化不大。如果铸件顶部设置冒口,缩孔将移至冒口中。以上对合金缩短规矩的剖析,仅涉及合金管成分、温度等自身因素对缩短的影响,没有考虑缩短进程中遇到的各种阻止,这种缩短称为自在缩短。实际上,合金管铸件在铸型中缩短时,要遭到各种阻止而使缩短不能自在进行,这时发生的缩短称为受阻缩短。受阻缩短率总小于自在缩短率,阻力更大时将出现裂纹。<br /> 焊接进程:先焊复合层,后焊底层,流程:封焊层——打底焊——过渡层——填充层——盖面层。管子对焊组对时,其内壁应齐平,内壁错边量不宜超过管壁厚度的10%,且应≤2mm。焊接时,应尽量选用多层焊,各焊层焊道的接头应尽量错开,焊道不宜太宽太厚。点固焊时管内有必要充氩,以保证点固焊焊缝质量。打底焊时,仰焊方位选用内填丝,立焊、平焊方位选用外填丝法进行焊接。应在坡口内引弧,禁止在非焊接部位引弧,接弧处应保证焊透与熔合,熄弧时应填满弧坑,焊接即将结束时,应减小氩气流量,避免气压过大使焊缝发生凹陷。焊丝不能与钨级触摸或直接深化电弧的弧柱区,避免损坏电弧的安稳和发生夹钨缺点,焊丝端部不得退出保护区,避免焊丝氧化。

