


产品详细介绍
以下是:不锈钢复合管护栏桥梁防撞立柱实力厂家直销的产品参数
导读 不锈钢复合管护栏桥梁防撞立柱实力厂家直销_俊邦金属材料有限公司,固定电话:17768165506,移动电话:17768165506,联系人:张经理,QQ:502309354,开发区辽河路东首发货到甘肃省 兰州市、嘉峪关市、武威市、酒泉市、陇南市、合作市、临夏市、定西市、庆阳市、平凉市、张掖市、天水市、白银市、金昌市 发货到 甘肃省。 甘肃省 甘肃地形呈狭长状,地貌复杂多样,山地、高原、平川、河谷、沙漠、戈壁,四周为群山峻岭所环抱,地势自西南向东北倾斜。甘肃地处黄土高原、青藏高原和内蒙古高原三大高原的交汇地带,气候类型从南向北包括亚热带季风气候、温带季风气候、温带大陆性干旱气候和高原山地气候四大类型。甘肃历史代表文化为“河陇文化”。
如果你想要更深入地了解我们的不锈钢复合管护栏桥梁防撞立柱实力厂家直销产品,那么请务必观看这部视频。它一定会给你带来意想不到的惊喜和收获。
以下是:不锈钢复合管护栏桥梁防撞立柱实力厂家直销的图文介绍
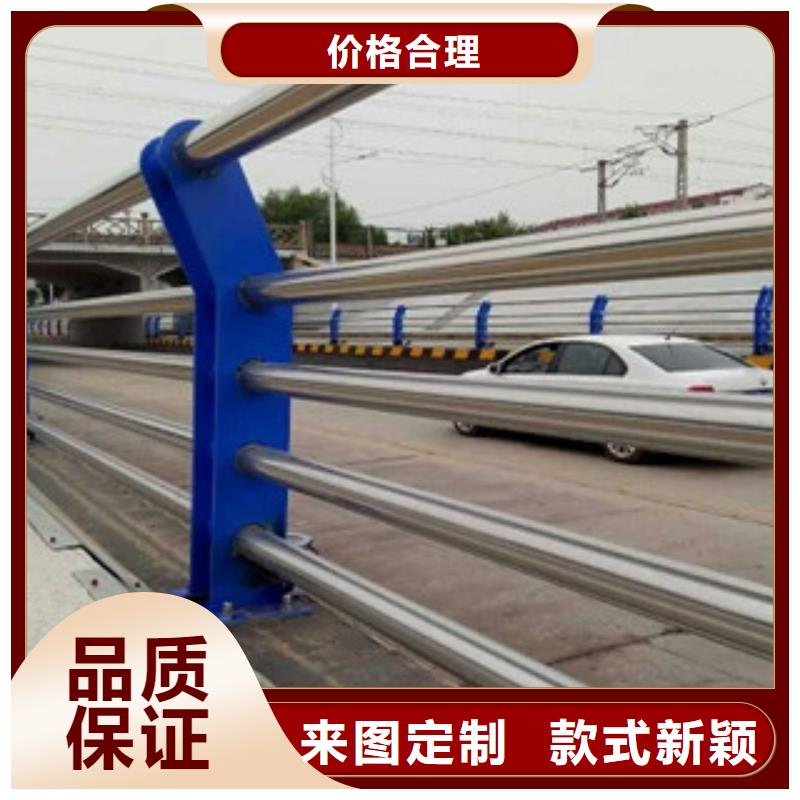
俊邦金属材料有限公司是一家以 甘肃304不锈钢复合管的生产、营销于一体的综合性厂家。其中 甘肃304不锈钢复合管引用国内外的研发技术,公司每个生产阶段都遵守了严格的生产规范。本公司以科学的管理、的检测、周到的服务满足广大客户的需求,在本行业中一直拥有良好的声誉,并赢得了客户的广泛好评。现代企业的管理方法,立足于产品的质量管理。以其优异的品质、新颖的设计、合理的价格、完善的服务是公司不断孜孜追求的目标。

内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。


用钨极氲弧焊焊接内衬管间的连接端口, 焊材选用不锈钢焊丝且焊接电流为 60~90A。 焊接过程中存在的主要问题是引弧易穿丝, 平焊位置易出觋焊瘤, 仰焊位置易出现内凹, 这些问题均可通过调节手动送丝的快慢、焊接速度、 焊枪角度等于以解决。 内衬不锈钢复合钢管打底层的焊接方法与封接层的相同, 即采用 GTAW 焊。 THT -309LSi(H03Cr24Ni13Si1) 焊丝熔敷金属的化学成分与 304 不锈钢的为接近, 符合不锈钢焊接选用焊材的基本原则, 因此采用准 2.5 mm 的 THT -309LSi(H03Cr24Ni13Si1) 焊丝。 过渡层是确保在使用过程中能够有效阻止基层中的碳向复层不锈钢进行渗透稀释, 甚至形成硬脆马氏体组织, 导致焊缝从复层(耐蚀层) 开始失效至关重要的一层焊缝, 过渡层焊接在复层焊缝表面及无损检测合格后进行, 宜采用焊条电弧焊焊接工艺, 焊接时选用小直径焊条、 采用较小的焊接线能量。




总结您是想要在甘肃省采购高质量的不锈钢复合管护栏桥梁防撞立柱实力厂家直销产品吗?俊邦金属材料有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的不锈钢复合管护栏桥梁防撞立柱实力厂家直销产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:张经理-17768165506,QQ:502309354,地址:《开发区辽河路东首》。