



搏远金属制品有限公司一直保持高速的发展势头,已为国内众多客户提供了 江苏镇江异性件厂家解决方案,并获得了客户高度认可,成为 江苏镇江异性件厂家行业的风向标。


2锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。 自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
弯曲 使坯料弯曲成一定角度或形状的锻造工序。
扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
切割 分割坯料或切除料头的锻造工序。
模锻模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。
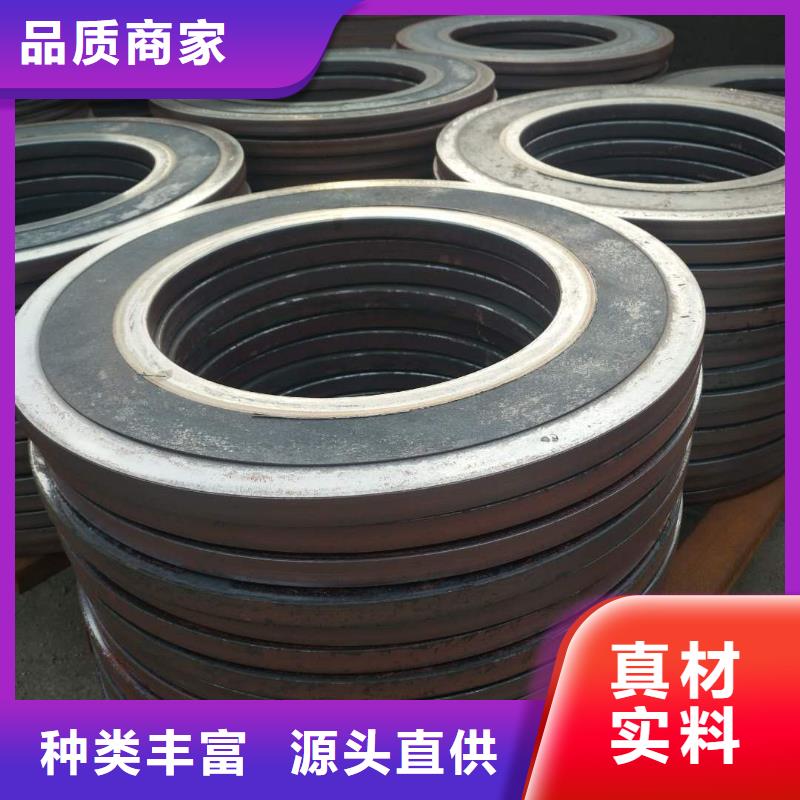
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。
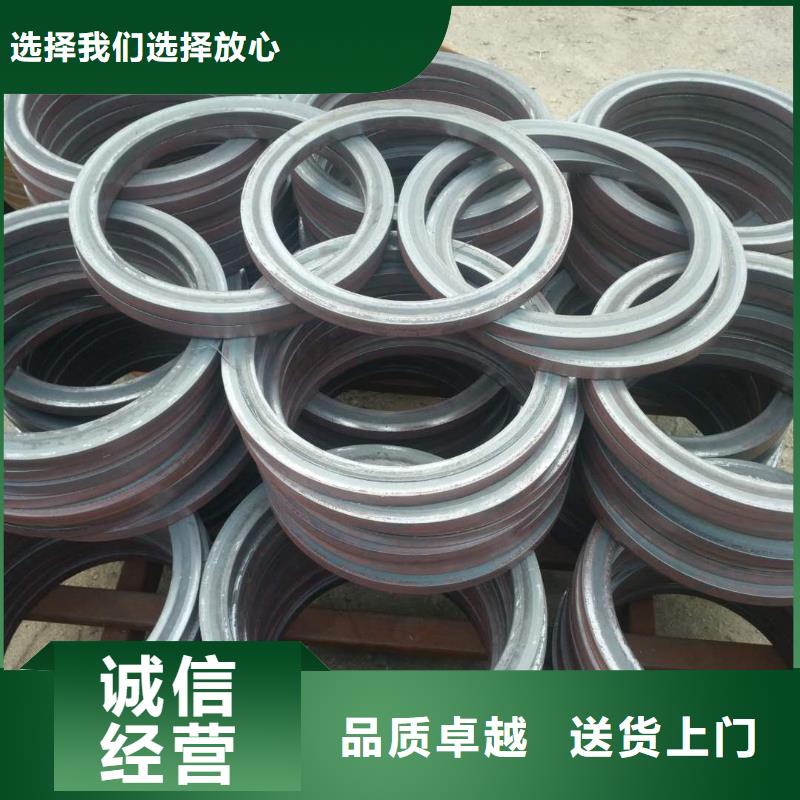
割制法兰
在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰直径以中板的幅宽为限。
卷制法兰
用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。



大口径法可采用各种标准法兰和非标准法兰。这些都是根据客户的需要的法兰型号和材质,通常市面上采用比较多的是国标法兰。大口径法兰的公称通径以DN表示,钢管的外径以D来表示。国标法兰的外径也以D表示,螺栓孔中心圆以k表示,螺栓孔数以n来表示,密封面以d,f,法兰的厚度是c,大口径法兰的内径以b表示。公称压力以PN表示,大口径国标法兰的材质主要是碳钢不锈钢合金钢为主,合金钢价格贵,不锈钢次之,碳钢法兰。大口径国标法兰的主要产地分布在河北沧州,浙江温州,山西等,以沧州地区的大口径法兰产量,质量。



本厂自创建至今,一直致力于实用性和高性价比的法兰毛坯、锻打法兰毛坯、冲压法兰毛坯、法兰盘毛坯、法兰片毛坯等产品的开发与生产,是专业法兰毛坯生产厂家、齿轮毛坯厂家,具有一批专业技术人员和严格的管理制度,先进的生产工艺和的质量保证体系,为产品质量提供了充分的保障。稳定的产品质量赢得消费者一致好评,诚实可的经营作风坚定了客户长期合作的心。
我们始终坚持“ 用户,服务” 以快捷的服务,携手共进,共创双蠃。并可以根据客户需要,来样加工定作。法兰是管子与管子之间相互连接的零件,用于管端之间的连接;也有用在设备进出口上的法兰,用于两个设备之间的连接,如减速机法兰。法兰连接或法兰接头,是指由法兰、垫片及螺栓三者相互连接作为一组组合密封结构的可拆连接。管道法兰系指管道装置中配管用的法兰,用在设备上系指设备的进出口法兰。法兰上有孔眼,螺栓使两法兰紧连。法兰间用衬垫密封。法兰都是成对使用的,低压管道可以使用丝接法兰,四公斤以上压力的使用焊接法兰。两片法兰盘之间加上密封垫,然后用螺栓紧固。不同压力的法兰厚度不同,它们使用的螺栓也不同。水泵和阀门,在和管道连接时,这些器材设备的局部,也制成相对应的法兰形状,也称为法兰连接。凡是在两个平面周边使用螺栓连接同时封闭的连接零件,一般都称为"法兰",如通风管道的连接