


产品详细介绍

异型管波浪缺陷的七点措施
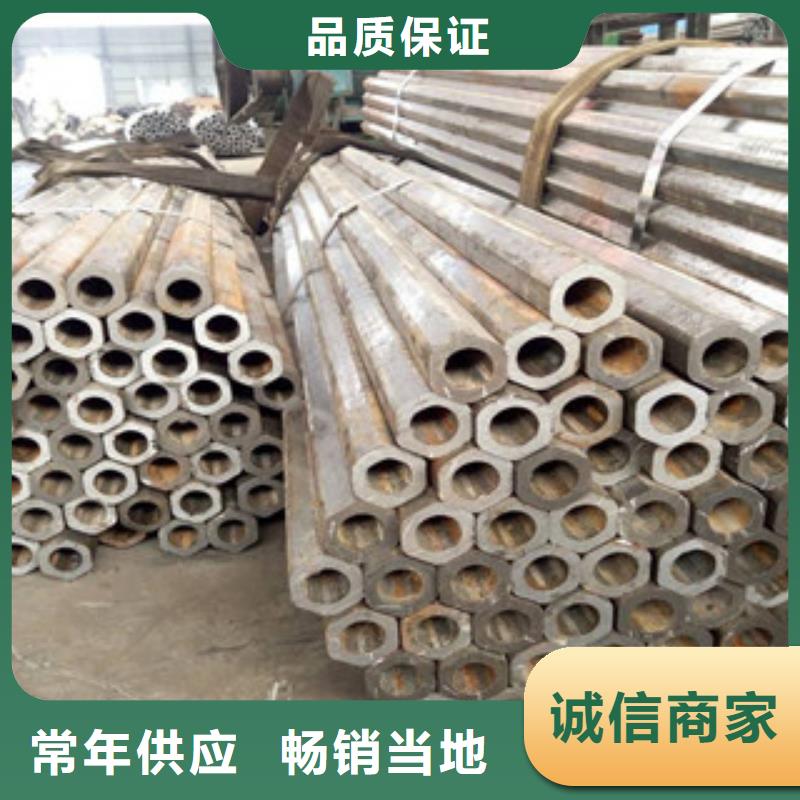
异型管在退火时可能会出现局部波浪形,表现为中间浪和边浪,少量二肋浪。这种缺陷一般与来料质量、机组炉底辊磨损程度、加热和冷却时的热应力等因素有关。我们可以采取以下措施来进行:
(一)通过增加控冷风机的输出量,通过增加快冷风机的输出功率来进行调整。
(二)在异型管生产过程中,通过高低牌号调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体磨损。如果此时还出现碳套辊整体磨损边浪,则是碳套辊超期服役造成的。
(三)为两侧边浪,减少异型管带钢边部氮气通入量,增加二肋氮气通入量,将控冷挡板的比例由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)正常情况下,连退炉内带钢张力根据带钢规格计算设定,原则是保证带钢的稳定运行。张力过小,影响纠偏辊的纠偏能力,不能保证带钢在炉内中间运行的轨迹,使带钢在炉内跑偏,严重时造成刮边。来料出现不平度为1.5%的浪形时,炉内张力应适当调低。
(五)生产中要使炉子两侧烧嘴燃烧的数量一致且分布对称,根据仪表显示和火焰颜色调整燃烧状态,使异型管带钢在无氧化炉内加热均匀,以防止产生加热浪形。
(六)碳套的使用周期根据生产规格和牌号可以有一定区别,生产牌号越高,碳套使用周期越短;生产规格越窄,碳套使用周期越短。建议中低牌号连退退火机组碳套使用周期为4-6个月。
(七)保证碳套辊与异型管钢带的同步性。在设定炉辊速度时,要考虑带钢的热膨胀,根据对应炉段的不同温度进行炉辊的速度补偿,使每根炉辊的速度都和相应的带钢速度一致,以减少炉辊和带钢速度不同步造成的炉底辊磨损。


高温辐射
异型管炉内温度为1700℃左右有很强的热辐射,而车间中炽热的钢渣、钢水和钢锭均可放散出大量的热。为防止高温、热辐射对工人的危害,应设立多种隔热设备,平炉炉门可用水冷式炉门。车间内应设有移动式石棉遮热板,机械加料时,可用隔热材料将司机室的四周与热源隔绝。在操作室内可装冷风机进行制冷空调,以达到降温的目的。车间应设置有组织的自然通风, 能将气流送到炼钢工人被照射的部位,或从炉前两侧吹送水雾。此外,还应供给工人防热工作服及含盐饮料,设置半身淋浴以及良好的休息场所,尽可能设置制冷空调工作休息室。



异形管钢厂检修及产能发展:进入4月以后,采暖季限产正式收官,且近期官方宣布4月国内整体空气质量为“良”,雾霾天气较3月相比将明显减少,政府强制性限产举措也很难再像3月那样频繁出台,由此可以预见4月钢企被动性限产减产情况将基本消失。
而从吨钢盈利来看,由于钢企在生态链中处于超然的强势地位,本月正式开始实施的增值税下调对钢企影响有限,一方面钢企出厂价未有下调,另一方面钢企却下调了废钢等原料的采购价,两头通吃的行为导致即使矿价反弹,钢企盈利也不会有明显减少,因此主动生产积极性较强。综合各方面情况来看,4月国内钢企开工率将保持稳中上升态势,对钢价并不是一个利好消息。


工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);
激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
可焊材质种类范围大,亦可相互接合各种异质材料;
易于以自动化进行高速焊接,亦可以数位或电脑控制;
焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;
不受磁场所影响(电弧焊接及电子束焊接则容易),能的对准焊件;
可焊接不同物性(如不同电阻)的两种金属;
不需真空,亦不需做X射线防护;
若以穿孔式焊接,焊道深一宽比可达10:1;
可以切换装置将激光束传送至多个工作站


10多年来,浩融金属制品厂有限公司一路走来,风雨兼程,有成功也有挫折;未来的日子,我们誓写历史新篇章,与您共创快乐生活!公司理念:以市场需求为导向,以 江西景德镇钢板产品质量为中心;传播快乐,未来。经营方针:诚信是资本,质量是生命,创新是动力。企业精神:创新、团结、拼搏。

