




想要了解灯光护栏钢丝绳护栏厂家适用范围广产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:灯光护栏钢丝绳护栏厂家适用范围广的图文介绍


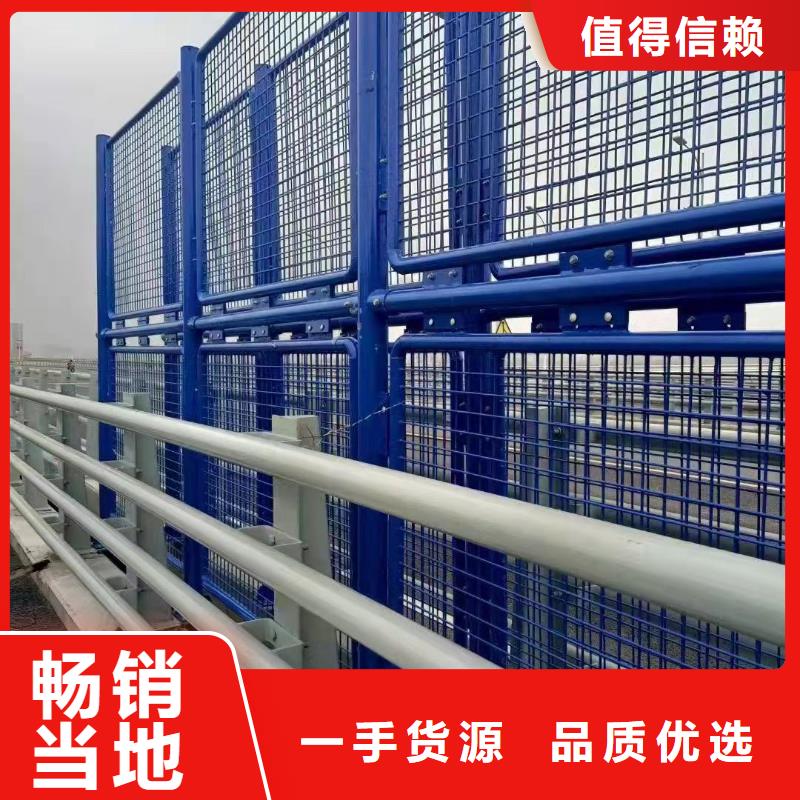
与景观相协调,形式美。防腐处理:经除锈、打磨、钝化、涂塑,硫化等工艺后,采用镀塑处理,色彩为果绿色,镀层厚度为0.5~0.6mm,镀粉采用抗老化性能较佳的进口耐候性粉料,镀层必须颜色一致,表面光滑,不允许有流挂、滴瘤或多余结块。 镀件表面应无漏镀、露铁等缺陷。隔离栏用途:主要用于高速公路、铁路、机场、港口、码头、市政建设及养殖业等,主要作用于隔离及防护。结构:用高强度冷拔低碳钢丝焊接后在经过液压成型,用连接附件与钢管支柱固定。 本产品是专为机场设计的新型围界产品,采用高强度低碳钢丝焊接,立柱为矩形钢及高强度圆管,顶部加焊V型支架,的抗冲击力,顶部在增加刀片刺丝后又很好的增强了防护性能,大型机场已广泛采用此?。 特点:强度高、钢性好、造型美观、视野宽广,安装简便,感觉明亮、轻松。(三)结构:面一体,用连接附件与钢管支柱固定。特点:强度高、钢性好、造型美观、视野宽广,安装简便,感觉明亮、轻松。CC采用后与C型柱钢柱用连接螺栓成型,面平、紧等特点。



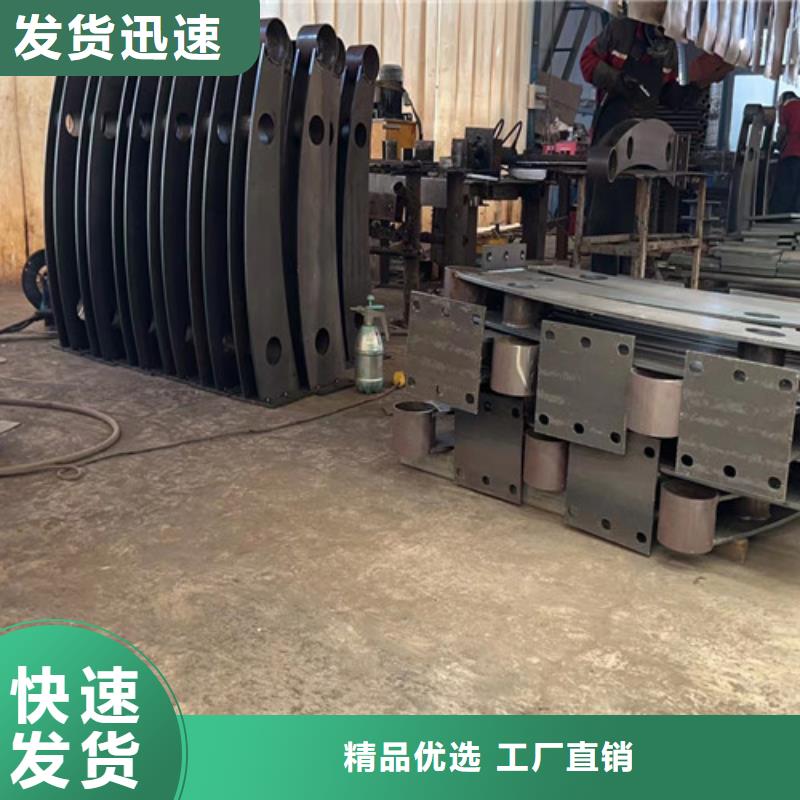
专注 重庆防撞立柱的研发设计、生产加工、销售、安装施工和售后服务于一体的大型综合性企业,为客户提供专业的技术服务和种类丰富、品质优良的 重庆防撞立柱产品。公司旗下拥有较好的销售团队、有经验的技术人才和售后安装团队,以及先进的管理体系和生产设备公司主营: 重庆防撞立柱。公司凭借稳定、优良、放心的产品质量和尽善尽美的售前、售中、售后服务,构建了更好的销售网络。
灯光护栏钢丝绳护栏厂家适用范围广


布氏硬度:在不锈钢管标准中,布氏硬度用途广,常常以压痕直径来表示该材料的硬度,既直观,又便当,但是关于较硬的或较薄的钢材的钢管不适用。硬度检测:不锈钢管的内径在6.0mm以上,壁厚在13mm以下的退火不锈钢管材,可以采用W-B75型韦氏硬度计,它测试非常快速、烦琐,适于对不锈钢管材做快速无损的合格检验。不锈钢管内径大于30mm,壁厚大于1.2mm的不锈钢管,采用洛氏硬度计,测试HRB、HRC硬度。不锈钢管内径大于30mm,壁厚小于1.2mm的不锈钢管,采用表面洛氏硬度计,测试HRT或HRN硬度,内径小于0mm,大于4.8mm的不锈钢管,采用管材专用洛氏硬度计,测试HR15T硬度,当不锈钢管内径大于26mm时,还可以用洛氏或表面洛氏硬度计测试管材内壁的硬度。 维氏硬度:不锈钢管维氏硬度实验也是一种压痕实验方法,可用于测定很薄的金属材料和表面层硬度,它具有布氏、洛氏法的主要优点,而抑止了它们的基本缺陷,但不如洛氏法烦琐,维氏法在钢管标准中很少用。不锈钢复合管行业是一个周期性行业,运停业绩受经济动摇影响较大,国有不锈钢复合管行业更是如此。2008年金融危机以来,随着原料和钢材市场的动摇,大中型企业利润动摇非常猛烈,销售利润率在金融危机前曾抵达7.29%的高水平,而在2016年全行业盈利的情况下,仍然亏损,销售利润率低至-2.23%的水平。什么是内衬不锈钢复合管?内衬不锈钢复合钢管执行城市树立行业标准CJ/t192-2004,内衬不锈钢复合管是在钢管的内壁复合不锈钢管,这种内衬不锈钢复合管进步钢管在输冷水、输热水,保送煤气、自然气的过程中的耐腐蚀性能,内衬不锈钢复合管表面光滑,流体阻力小,又坚持钢管机械强度高,可用于焊接、曹、螺纹衔接、密封良好的优势,抑止镀锌钢管很容易腐蚀,采用热熔衔接的塑料管道透露和老化的缺陷,是一种保送气体、水、油钢管在理想的升级产品。



不锈钢复合管具有以下优点: 不生垢、不结瘤、耐腐蚀在钢管内复合薄壁不锈钢管,不锈钢管的材质为“GB12771-2000流体输送用不锈钢焊接钢管”规定的0Cr18Ni9(美国标准为AISI304),由于钢中含有18%的铬,在使用过程中管道内壁形成一层极薄的氧化铬薄膜,该薄膜阻止金属继续氧化,故不锈钢有很强的耐腐蚀性能,http://www.sdsgg.com/不仅能承受水和空气的腐蚀,而且可以承受弱酸弱碱的腐蚀。外复不锈钢管的厚度有0.4-1.2毫米,而镀锌钢管的镀锌层厚度仅为0.07毫米,厚度相差5.7-17倍,不锈钢的耐腐蚀性和致密性又强于镀锌钢管镀锌层。所以,内衬不锈钢复合钢管在使用过程中不用担心因内壁锈蚀产生结垢、结瘤而使内孔缩小。 可以焊接 3.1内衬不锈钢复合钢管之间可以采用焊接。焊接工艺可参照GB/T13148-1991“不锈钢复合钢板焊接技术条件”。3.3 焊前应采用机械方法及有机溶剂,焊缝表面和焊接坡口两侧至少各20mm范围内的油污、锈迹、金属屑、氧化膜及其他污物。3.4 焊条采用GB/T983 “不锈钢焊条”规定的A302(E309)焊条规格为Φ3.2. 3.5 焊接方法采用手工电弧焊;对要求较高的焊缝可以采用钨极氩弧焊打底,在接近碳钢部位用手工电弧焊,或者全部采用钨极氩弧焊。采用钨极氩弧焊时,焊丝采用同E309相同成分的A302焊丝。 焊接设备焊接设备应满足焊接工艺要求,并符合有关设备标准的规定。采用手工电弧焊时采用直流电焊机。3.6 焊接程序先焊复材(不锈钢管),再焊过渡层, 焊基材(碳钢管)。3.7 焊接要求复材焊缝表面应尽可能与复材表面保持平整、光顺。焊接过渡层时,要在保证熔合良好的前提下,尽量减少基材金属的熔入量,即降低熔和比。为此应采用较小直径的焊条或焊丝,及较小的焊接丝能量。对接焊缝的余高应不大于1.5mm。

