

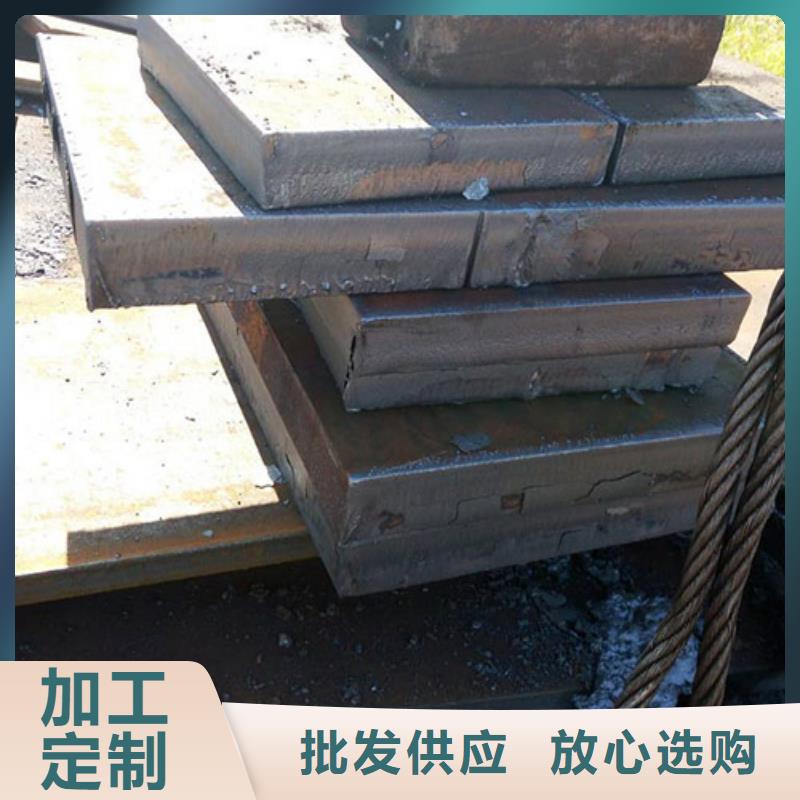

40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较
然后,在讨论了钢板数控火焰切割机和等离子数控切割机的应用范围之后,让我们来谈谈数控火焰切割机和等离子数控切割机在具体使用过程中的成本问题
火焰钢板切割:以切割中厚钢板为佳。剪刃处无v型槽, 可达200mm左右,但5mm以下的钢板变形较大。费用:乙炔每8小时,氧气每2小时。乙炔78元/瓶,氧气16元/瓶。8小时工作成本:78元*1瓶+16元*4瓶=142元
等离子钢板切割:虽然等离子电源厂家声称他们可以切割到100mm,但是在实际中很难切割到30mm以上。切割小于20mm特别优越,速度快,变形小。等离子切割厚板时,切削刃有v型槽。但对于不锈钢、铝、铜等有色金属,火焰切割是不行的!成本:以6kW电源为例,将板切割到20mm以下,成本为每小时6kW,每班48kW,1.00元/kWh,48元。电极和喷嘴每个15元左右(中国制造),可以工作3小时左右。8小时工作费:48kW*1元/kW+15元*2.6=48元+39元=87元(以上费用为估计值)请不要担心他们,我的客人们。)
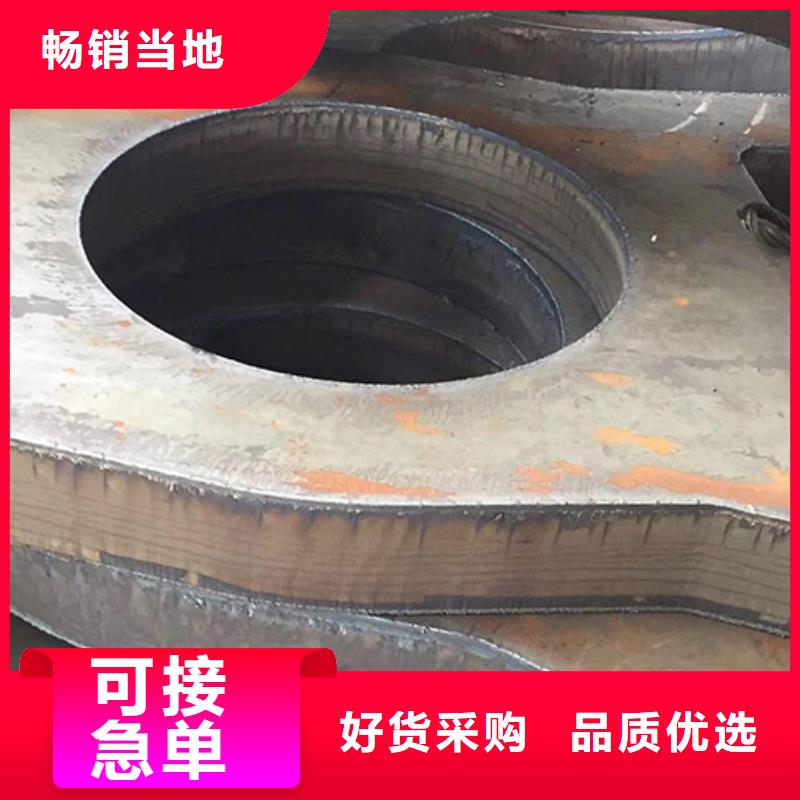
40CrNIMOA钢板切割效果
火焰数控切割机前期投资小,后期成本大,等离子数控切割机因为前期购买等离子电源不一样,价格也不一样,但整体投资比火焰切割大,后期成本小。当然,具体的还和操作人员的切割经验有很大的关系。数控切割时,根据零件实际轮廓切割所行走的轨迹路线是理论尺寸,实际切割下来尺寸会存在偏移,实际切割下来的零件尺寸外轮廓部分会变小,内轮廓尺寸会变大(双边刚好相差割缝宽度)。这是因为切割时存在割缝,割缝是切割时损耗的部分,因此实际切割时需要进行几何尺寸补偿,以弥补割缝造成的尺寸差异。补偿分软件补偿和数控系统补偿两种,它们的终目的就是让切割机行走的轨迹偏移,使切割产生割缝损耗后形成的尺寸刚好等于编程绘图的尺寸。
在切割经验不足的初期,由于对各台设备、各厚度材料割缝值不能准确掌握;另一方面,由于切割设备及操作人员技能的差异,同样厚度的材料在不同表面状况情况下,割缝值也可能会不一样。于是都是采用切割设备上的数控系统补偿,以便于根据实际切割情况随时修正割缝值。采用此补偿方式时,切割生产中出现:零件没有切断现象。并且此现象只发生在零件外轮廓上,尤其是在采用直线引入引出方式的圆形外轮廓中此缺陷很明显。经过分析,原来设置补偿时类似于将原零件轮廓偏移半个割缝值。采用切割设备数控系统补偿时,偏移导致引入引出线重合的位置分离开了;而采用软件补偿却不会产生这样的缺陷。所以,数控切割时优先采用编程软件补偿,这样可避免因补偿问题而导致的没有切断缺陷。
40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较
在加工耐磨板的时候,要经过铸坯中裂的处理环节,这个环节是很重要的,在加工的时候,我们要更好的去更好的控制 它,这样才可以更好的保证在适当的范围当中工作呢,那么我们可以从哪些方面来把握呢.,钢水水分,我们要将 它的碳含量控制在百分之0.13到百分之0.18之间,在这样的情况下,我们要更好的避免它的包晶反应的区域,同时在 生产制作的时候,我们也要锰,磷,硫等等一些的含量,这样才会更加的可靠.第二,要从设备的精度上面入手 来解决类似的问题,只要它的精度是可靠的,这样在使用的时候,就可以更的反映出它的各项状况,那么在工作的 时候,就会更加的可靠,防止一些状况发生.第三,检测,这也是在控制当中的一个主要的工作,我们要想低倍 检测的数据,就要更好的去的检测,这样才可以得出更的数值,那么数据也是更加可靠的.
很多客户问数控钢板切割机,火焰钢板切割机和等离子钢板切割机成本哪个更便宜?
数控等离子钢板切割今天我会回答客户提出的相关问题。
以下分析仅供参考,重点沟通:首先,让我们了解一下数控火焰切割机的应用范围。数控火焰切割机主要用于切割厚度为5mm-150mm的普通碳钢板(如果切割0.1mm-5mm厚的工件,热变形会更严重。此时可以选择使用带60安培机等离子体电源的等离子体切割机,那么数控等离子体切割机的切割范围呢:数控等离子切割机主要可以用于普通碳钢板和火焰切割机切割不到的有色金属(如不锈钢、铜、铝等),主要是因为火焰切割不会氧化有色金属的表面,不能完成切割,但是,切割薄板时等离子体的凹槽不是很明显(如5mm以下的工件),所以工件越厚,凹槽越大。这与等离子电源的选择有关(国产等离子电源不同于进口等离子电源,普通机等离子电源不同于精细等离子电源),炉渣和毛刺也不同。
40CrNIMOA钢板等离子钢板切割和火焰钢板切割的成本比较


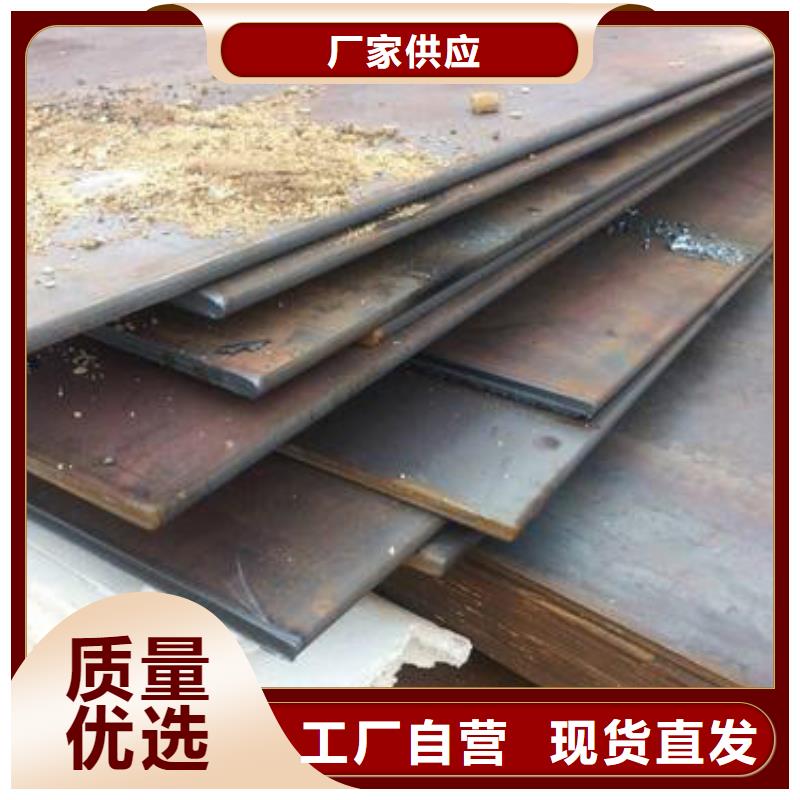
聚贤丰汇专注钢板切割、钢板下料、中厚钢板加工、特厚钢板零割,常见的切割方式是哪一种,火焰切割设备成本低,是钢板切割厚金属板 经济有效的手段,但在薄板切割方面有其缺点。与等离子体相比,火焰切割的热影响区更大,热变形也更大。为了准确有效的切割,操作人员需要有高超的技术来避免金属板材在切割过程中的热变形。
火焰切割方式有两种:火焰切割和切割机切割。
气割,切割炬又称火焰枪。使用不同的气体,结构也不同。常用的是氧乙炔炬。乙炔压力为0.01~0.12mpa,氧气压力为0.50~1.0MPa。两种气体通过各自的通道在火焰枪中混合燃烧。火焰的大小和性质可以调整。通常采用手动手持火焰枪切割轧制后的大管坯和板坯,或对钢材矫直后的缺陷进行补充切割。
切割机切割,它由割炬、定径机构和割缝清洗装置组成,其工作原理类似于火焰枪。定长机构有机械式、脉冲式、光电式,可实现自动定长。分切清理装置是专门用于清理粘在分切口上的残留物,以防止影响钢材的表面质量。清洗方法是用刮板将粘渣刮掉,再用一组高速旋转的尖锤将粘渣和毛刺敲掉。火焰切割机主要用于连铸机后坯的在线切割设备,切割大断面坯、板坯、管坯,切割厚度大于50mm的成品钢板。
火焰切割常用的有乙炔、丙烷、液化气、焦炉气、天然气等。考虑到污染、能源消耗和成本比,天然气是适合切割的天然气。但是天然气也有其局限性,即火焰温度不高,导致切割效率不如乙炔。为了弥补这一缺陷,大多数天然气切割厂家选择在天然气中添加增效剂来提高火焰温度和切割效率。包钢和中铁山桥集团使用的是掺有申奇添加剂的协同天然气。包钢生产的中厚板因其平整度而被文昌卫星中心工程标准化。中铁山桥集团使用的协同天然气是珠港澳大桥建设的前期准备。因此,参芪加气的效果是非常显著的。
1.检查现场是否符合要求,切割炬、氧气瓶、乙炔瓶(或乙炔发生器、防闪器)胶管、压力表是否正常,按操作规程连接气割设备。
2.切割前应先将工件拉平,工件下方应留有一定间隙,以方便去除氧化铁渣。切割时,为防止操作者被飞溅的氧化铁渣烫伤,必要时可加挡板。
3.通过点燃火焰检查空气管路,并适当调整预热火焰。然后打开切割氧阀,观察切割氧流量的形状(即风线)。风线应该是直线的、清晰的、长度合适的圆柱体。只有这样才能使工件切口的表面光滑、干净,宽度一致。如果空气管路不规则,应关闭所有阀门,切割喷嘴的内表面应用针或其他工具进行修整,使其光滑。
4.把氧气调到所需的压力。对于喷射式割炬,要检查割炬是否有喷射能力。检查方法是先拔出乙炔油
氧气,等离子体,激光或水射流
中碳钢板的钢板切割方式有很多,有的适合自动执行,有的不适合。有的适合切割薄钢板,有的适合钢板切割厚钢板。有的切削速度快,有的切削速度慢。有些是低成本,有些是高成本。有的准确度高,有的准确度低。
氧气钢板切割。然而,就钢板成型和钢板切割而言,绝大多数操作都是在厚度达12英寸的钢板上进行的。

