

对于热轧钢管精密钢管拒绝中间商产品,我们倾注了无尽的心血和热情。而我们的视频,正是我们向您展示这一成果的方式。
以下是:热轧钢管精密钢管拒绝中间商的图文介绍
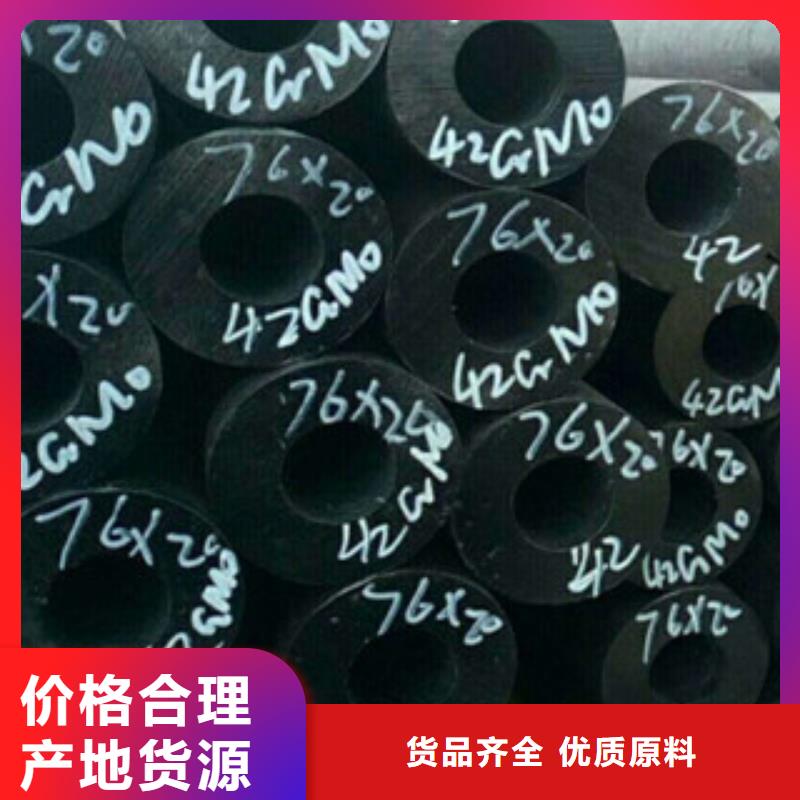
对42CrMo精密光亮管塑性加工产品的形状缺陷进行的矫正,是重要的精整工序之一。42CrMo精密光亮管在轧制过程或在以后的冷却和运输过程中经常会产生种种形状缺陷,诸如棒材、型材和42CrMo精密光亮管的弯曲,板带材的弯曲、波浪、瓢曲等。通过各种矫直工序可使弯曲等缺陷在外力作用下得以,使产品达到合格的状态。矫直可按被矫轧件的温度分为热矫直和冷矫直。热矫直一般在650~1000℃进行,只用于中厚板。矫直温度是热矫直的重要的参数之一。矫直温度过高,42CrMo精密光亮管在随后的冷却中还可能因冷却不均产生瓢曲;矫直温度过低会使矫直抗力增大,矫直困难。冷矫直广泛用于矫直各类型钢和42CrMo精密光亮管,也用于中厚板的补充矫直。热轧型材的冷矫直都在轧材冷却后进行。为保证矫直质量和改善劳动条件,合理的冷矫直温度应低于200℃。当矫直机布置在轧制作业线上时,常因42CrMo精密光亮管冷却时间不够,矫直温度过高(一般在200~250℃以上)而达不到预期效果,影响矫直质量。多数42CrMo精密光亮管只矫直一次,只有不易矫直且弯曲度要求严格的产品,需要进行两次或两次以上的矫直。



20无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。20无缝钢管在我国钢管业中具有重要的地位。据不完全统计,我国现有20号无缝钢管生产企业约240多家,无缝钢管机组约250多套,年产能力约450多万吨。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。



兰格精密管有限公司主要从事 浙江活塞杆的科研开发和生产。主要产品: 浙江活塞杆等系列产品。公司秉承“创新创造、诚信di yi、坚守质量”的发展理念,所有产品均严格按照标准进行设计和生产,并以设计造型美观、检修方便、配套功能齐全、广泛应用于各个领域。公司以积j i探索新技术、新工艺、新材料的研发,建立了多重的服务体系和质量检测体系,产品从优质原材料进库到优质的成品出厂,每一道工序都精雕细琢,并且不断地进行技术升级改造,公司着力于以人为本,以客户为中心的管理团队、专业化员工团队、专业服务中心及专业服务部。营销和服务网络已覆盖全国市场,能够对客户的需求、期望和满意持续的保持,并承诺在1小时内为客户提供高绩效、专业化和敏捷性的售前、售中及售后服务!


质量要求:钢的化学成分:钢的化学成分是影响无缝钢管性能主要的因素之一,也是制定轧管工艺参数和钢管热处理工艺参数的主要依据。 合金元素:有意加入,根据用途。残余元素:炼钢带入,适当控制。有害元素:严格控制(As、Sn、Sb、Bi、Pb),气体(N、H、O)炉外精炼或电渣重熔:提高钢中化学成分的均匀性和钢的纯净度,减少管坯中的非金属夹杂物并改善其分布形态。钢管几何尺寸精度和外形:钢管外径精度:取决于定(减)径方法、设备运转情况、工艺制度等。外径允许偏差 δ=(D-Di)/Di × D: 或小外径mmDi:名义外径mm钢管壁厚精度:与管坯的加热质量,各变形工序的工艺设计参数和调整参数,工具质量及其润滑质量等有关壁厚允许偏差: ρ=(S-Si)/Si× S:横截面上 或小壁厚Si:名义壁厚mm钢管椭圆度:表示钢管的不圆程度。钢管长度:正常长度、定(倍)尺长度、长度允许偏差钢管弯曲度:表示钢管的弯度:每米钢管长度的弯曲度、钢管全长的弯曲度钢管端面切斜度:表示钢管端面与钢管横截面的倾斜程度钢管端面坡口角度和钝边钢管表面质量:表面光洁要求危险性缺陷:裂纹、内折、外折、轧破、离层、结疤、拉凹、凸包等。一般性缺陷:麻坑、青线、划伤、碰伤、轻的内、外直道、辊印等。



