联系我们

当前位置:
聊城 鹏鑫钢铁有限公司 >安顺当地今日热点
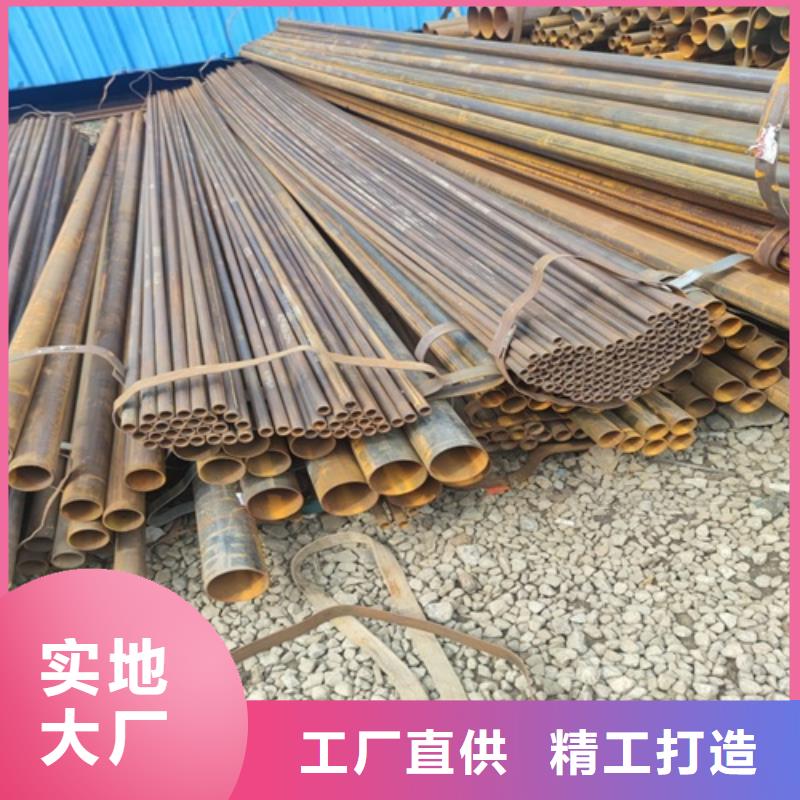
焊管来图来样定制
更新时间:2025-01-29 04:54:56 浏览次数:13 公司名称:聊城 鹏鑫钢铁有限公司
以下是:焊管来图来样定制的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 100000吨 |
| 运费说明 | 电议 |
| 最小起订 | 0 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | Q345 Q235等 |
| 产品品牌 | 鹏鑫 |
| 产品规格 | 齐全 |
| 发货城市 | 山东聊城 |
| 产品产地 | 山东聊城 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 产品颜色 | 原色 |
| 适用领域 | 机械等 |
| 是否进口 | 否 |
以下是:焊管来图来样定制的图文视频




选购焊管来图来样定制来贵州省安顺市找鹏鑫钢铁有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:李经理-15106358106,{QQ:595117986},地址:[聊城山东聊城经济开发区武夷山路发货到贵州省 安顺市 西秀区、平坝区、普定县]。 贵州省,安顺市 安顺市,贵州省辖地级市,位于贵州中西部,距贵州省省会贵阳90公里。总面积9267平方公里,地处长江水系乌江流域和珠江水系北盘江流域的分水岭地带,是世界上典型的喀斯特地貌集中地区。截至2022年末,安顺市常住人口245.55万人。
想要了解焊管来图来样定制产品吗?点击观看我们上传的视频介绍,它将用更直观的方式展现产品的特点和优势,让您对产品有更深入的了解。
以下是:焊管来图来样定制的图文介绍


贵州安顺焊管的焊接办法和技巧 贵州安顺焊管是指用钢带或钢板曲折变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管,而且选用的坯料是钢板或带钢,装置衔接时需求焊接,施工复杂。是针对电线管、焊接 钢管管材在作绝缘电线保护管的敷设工程中施工复杂的状况而研发,具有较好的技术经济性能,装置快捷,造价成本低。 贵州安顺焊管的焊接办法是多样化的,一种是接连炉焊,其特点是出产效率高,出产成本低,焊管接头冶金结合不彻底,焊缝质量差,归纳机械性能差。另一种是电阻焊,出产效率高,自动化程度高,焊接时不需要焊条和焊药,对母材损害小,焊后的变形和残余应力也较小。但它的出产设备较复杂,设备出资高,对焊接接头的表面质量要求也比较高。 还有一种是电弧焊,焊接接头达到彻底的冶金结合,接头的机械性能可以彻底达到或接近母材的机械性能。依据焊缝形状的不同,电弧焊管又可分为直缝管和螺旋焊缝管两种;依据焊接时采纳的保护办法不同,电弧焊管又可分为埋弧焊钢管和熔化气体保护焊钢管两种。 贵州安顺焊管焊接的时候,依据管材的直径大小来分,直径小只能一面焊的和技工可以钻进管子里去施行两面焊接的。单面焊接的对焊工技术提出要求,能做到单面焊接两名成形,经过钢球试验,确保截面积经过才能和焊缝成形均契合规划要求。 贵州安顺焊管有一般用处和高温高压用等,后者用的管子往往是特种合金钢,有必要考虑和解决焊缝在焊接过程中发生收缩裂缝问题和热影响区管材机械性能不因焊接作业影响而过大变化。



鹏鑫钢铁有限公司主营: 贵州安顺焊管,我司是一家专业制造 贵州安顺焊管的生产企业。本公司自行设计、制造 贵州安顺焊管。本公司始终以质量、诚信为本、服务为发展方针,以开拓发展湛新的技术为前进动力,本公司热忱欢迎社会各界人士光临指导、惠顾洽谈,共谋发展。
焊管来图来样定制


贵州安顺小口径焊管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。螺旋钢管将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。 贵州安顺小口径焊管生产工艺 (1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量。 (8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。 (9)采用空气等离子切割机将钢管切成单根。 (10)切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。 (13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。 (14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。



小口径焊管保养的六个步骤 合适的保养方法,对后期小口径焊管的使用将起着事半功倍的效果。进行定期的保养,避免小口径焊管漏水,显得非常的有必要。 1、定期检查各小口径焊管否完善,是否有沉积物、结焦、水锈层等结垢附着,并即时进行清洗。在这同时还必须检查各小口径焊管与橡胶垫圈的粘合是否紧密,橡胶垫圈本身是否完好,以免橡胶垫圈脱胶与损坏而引起的漏泄。 2、板式热交换器压紧螺帽与上下导杆,应经常武动乾坤加润滑油脂进行润滑。 3、各仪表调节应有专人负责,并严格执行操作规程进行操作与维护。 4、当需更换的橡胶垫圈或修补脱胶部分时,需将该小口径焊管取下,放在桌上,将旧垫圈拆下,或在脱胶处将小口径焊管凹槽的胶水遗迹用细砂纸擦尽,再用四氯化碳或三氯乙烯等溶剂把凹槽内的油迹擦尽,再把新橡胶的垫圈的背部用细砂纸擦毛,同样用四氯化碳或三氯乙烯溶剂把油迹擦尽。然后在凹槽和橡胶垫圈背面均薄薄敷上一层胶水,待稍干一下,以不粘手指,但仍发粘为度,即将橡胶垫圈嵌入槽内,四周压平,敷一层滑石粉,随即将小口径焊管装上设备机架轻轻夹紧。根据胶水说明书要求隔大周皇族一段时间即可投产使用。 5、每次将小口径焊管重新压紧时,须注意上一次压紧时的刻度位置,切勿使橡胶垫圈压过度,以致降低垫圈使用寿命。 6、更换小口径焊管橡胶垫圈时,须将该段全部更新,以免各片间隙不均,影响传热效果。

今年在贵州省安顺市购买焊管来图来样定制有了新选择,鹏鑫钢铁有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的焊管来图来样定制产品。如需购买或咨询,请随时联系我们,联系人:李经理-15106358106,QQ:595117986,地址:山东聊城经济开发区武夷山路。