


深入了解球墨铸铁管离心球墨管严选好货产品,一部视频就够了,快来观看!
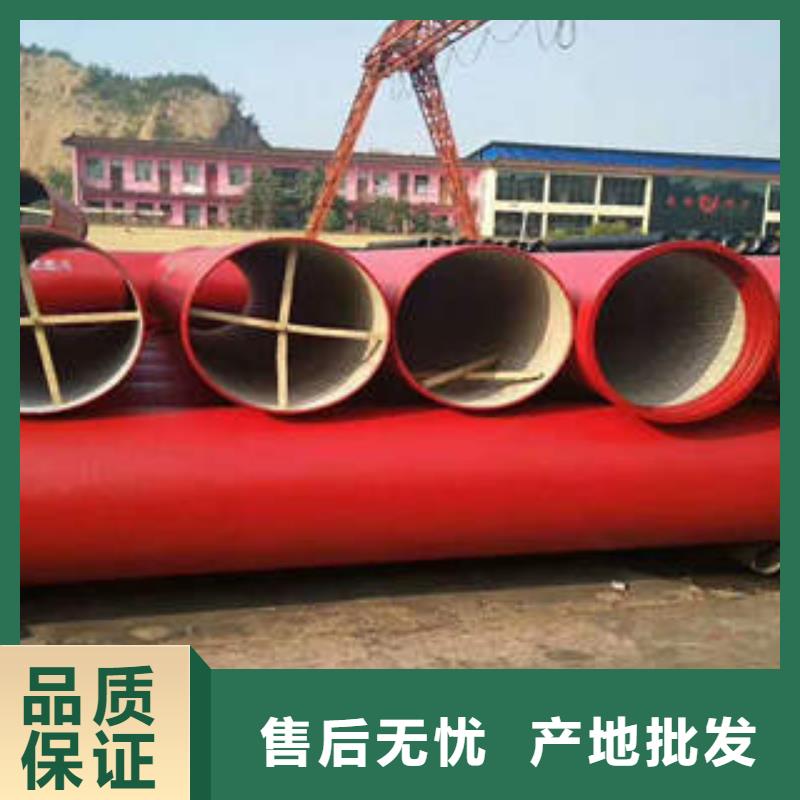
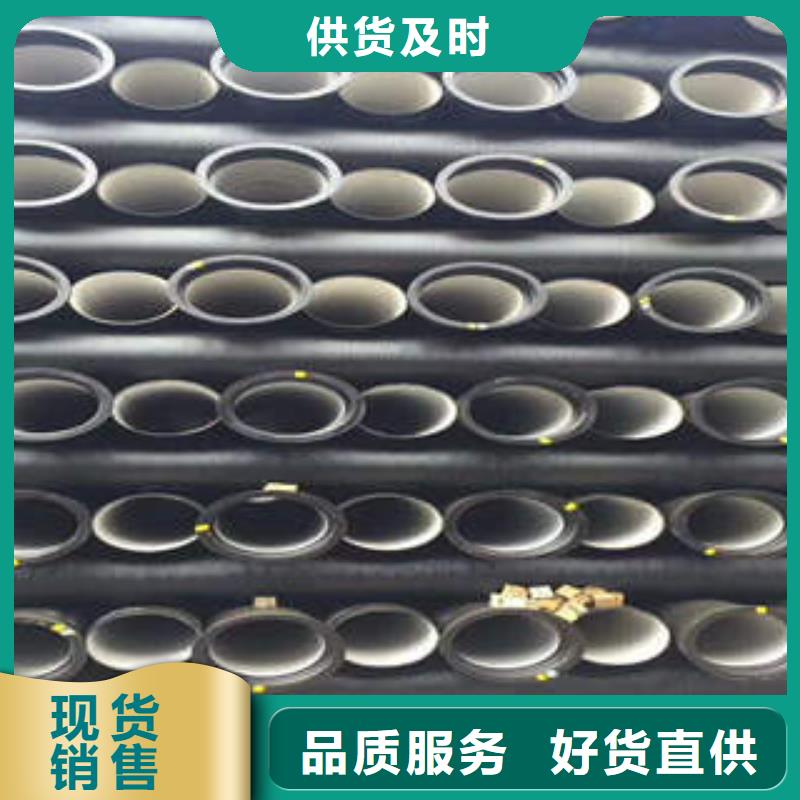
以下是:球墨铸铁管离心球墨管严选好货的图文介绍
君杰钢管有限公司地处开发区大东钢管市场武夷山路,本公司是一家集生产,加工、销售、配送为综合服务为一体多元化的企业。优越的地理位置,便捷的物流配送,为企业发展提供了良好的外围环境。充足的库存,丰富的品种,齐全的规格,是满足用户大量需求强有力的保证。公司主营产品 辽宁锦州螺旋管。企业文化 经营理念:一诺千金,双赢互利,品质永恒。


在中国新兴球墨铸铁管材需求基本面持续疲软之时广泛征求,一直高位增长的新兴球墨铸铁管材出口业务也在月份遭遇瓶颈。海关总署统计月份中国新兴球墨铸铁管材出口降至0万吨,较上月减少00万吨;使得中国的新兴球墨铸铁管材供求关系趋向恶化,新兴球墨铸铁管厂不得不通过减产来降压。新兴球墨铸铁管厂资金紧张问题爆发天津热镀锌方管,限制新兴球墨铸铁管厂生产。近期中国频频爆出新兴球墨铸铁管厂因为资金链问题而减产停产甚至破产的消息。 损失的球墨铸铁管怎么办呢?是不是应该有什么办法复原它呢?今天球墨铸铁管的小编就教给你复原损失的球墨铸铁管的方法。 校圆: 通过使用液压或机械起重的方法,顶起内部向外压,或从管子外表面使用压力向内压为了避免损坏水泥砂浆衬层,应当使用与管子内形相似的硬木垫块恢复球墨铸铁管的外在形象。 切管: 切管所用的砂轮切割机应可以装配切割用砂轮和磨光用砂轮,由金钢砂(碳化硅制作的砂轮很适合用于切割带水泥内衬的管子,切管时,应将管子放在水平地面或方木上,切管的步骤为:作标记切管磨光 球墨铸铁管外涂层修补:



球墨铸铁管井盖自身的防盗措施铸铁井盖自身能够加一个金属的表链,从内部就能够把井圈和铸铁井盖连为一体,主要的防盗措施还是装置弹簧的井盖,装完以后会自动起到一个防护的作用,不用特地的工具是打不开井盖的,这种卡簧就是防盗的措施之一。也有些比拟特殊的铸铁防盗井盖采用具有设计的新型防盗锁和钥匙采用高硬度、防绣黄铜制造,防盗锁在日常运用的过程中生锈,使井盖打不开。新型五防双层铸铁井盖,采用井盖和井圈一体设计,旋转式装置锁具,起到防盗的作用。
实现球墨铸铁双层井盖现在更多的应用于人们的方面,您可以想一下,每年的六七月份的雨季到来的时候,我们很多的新闻都会报道什么花季少女被吞噬,哪家的小孩掉入了井口等等。这个发生的前提是因为井盖被盗,井盖被盗以后,下面直接就会露出一个黑洞洞的窗口,而这个黑洞的窗口有着极大的隐患,那么如何解决这个问题,所以这就是双层井盖出现的一个原因。



盖包处理法大大减少了处理时的烟光污染,是一种节省球化剂保证球化质量的简便工艺,值得推广。在钢液喂丝技术的启发下,喂丝球化经过试验已成功用于新兴铸管公司等企业。喂丝球化是由喂丝机将合金包芯线连续不断地向浇包底部送进,进行球化处理的一种工艺。该工艺可控制残余镁量,具有一高三少即球化质量高渣量少温降少污染少的特点。包芯线外皮为0mm厚的冷轧钢皮,芯材一般为含Mg~0%,并有CaBa(RE等的复合成分。喂丝法成本比冲入法低0~0%,对大批量生产的铸管厂汽车铸造厂等很有吸引力。目前,国内已有多家单位能成套供应喂丝机和包芯线,包芯线分球化蠕化孕育脱硫增碳和合金化等多个品种。 型内球化是在浇道内设一反应室,铁液边流过边发生球化反应。型内球化劳动条件好,氧化损失少,Mg吸收率高达0%,克服了球化衰退与孕育衰退,提高了球铁性能。型内球化对铁液硫量要求严格,铸件的工艺出品率低。七十年代国内曾有应用,现已不见于生产。 孕育,孕育是铸铁质量的重要环节。经过十多年的努力,我国孕育剂基本实现了系列化和商品化。时下,国内孕育剂主要是硅系和碳硅系。硅系孕育剂熔点低,适合于碳高碳低,硫高硫低的各种铁液,应用广。特殊硅铁的孕育作用强,用量少,引起铁液化学成分的波动小,铸铁质量稳定。覆盖面大的首推FeSi-Ba-Ca,它明显增加共晶团数,抑制灰铁中的DE型石墨而促进A型石墨的形成,提高球化级别,Ba,尤其是BaCa共存时,抗衰退性好。FeSi-Sr是薄壁发动机零件适用的孕育剂,有很的防白口能力,而不明显增加共晶团数,因此可根除因缩松而招致渗漏的弊病。球铁生产中,由于Ce的存在,Sr的孕育效果受到削弱。含Zr硅铁有类似于含Ba硅铁的作用,而表现得较弱。但Zr有除气功能和微合金化作用,对铸铁的力学性能起稳定作用。含Zr硅铁的熔点高,故常Zr-Mn共存,以降低其熔点。高Ca的孕育剂,如CaSi,兼有脱硫脱氧和防白口及增加石墨核的作用,在二十世纪五六十年代多有使用,后来由于焦碳和铁液质量的改善,CaSi已很少单独使用,偶见于与FeSi或FeSiRE复合使用。碳硅孕育剂中的碳(石墨使这种孕育剂有十分的防止白口能力。对由高温铁液生产边角多壁厚较薄的灰铁件时,较为适用。水压薄壁件,有防渗漏要求时,亦可作为选项。球铁生产中,碳硅孕育剂不应使用。 出铁槽大剂量孕育由各种形式的后孕育所替代是孕育方法发展的大趋势。后孕育要讲究孕育剂的粒度大小和粒度均匀性,特别是包口随流孕育和浇注流喷射孕育时,粒度偏大,熔吸不良将在铸件中产生硬点晶间夹杂物等缺陷。当采用孕育剂时,切忌孕育过量以防缩孔气孔和石墨偏聚现象的发生。 型内孕育有多种方法,目前大多采用的是将块状孕育剂放在直浇道底部进行过流孕育,这种方法抓住了孕育的形核峰机,理论上可获得 的孕育效果。

