

想一睹冷拔管【精密无缝钢管价格】厂家型号齐全产品的真实风采吗?我们的现场实拍视频将带您亲临现场,带你感受冷拔管【精密无缝钢管价格】厂家型号齐全产品的独特之处!
以下是:冷拔管【精密无缝钢管价格】厂家型号齐全的图文介绍

精拉管业有限公司是专业研发和生产各种 山东济宁42crmo精密钢管材料的制造企业。研发实力雄厚,获得多项专利,被授予“山东济宁高新技术企业”。
秉持团结互助、敬业负责、恪守信誉、积j i进取、勇于创新的企业文化,坚持不懈以满足客户多元化需求为己任,不断进取创新,力求从技术、 山东济宁42crmo精密钢管产品到服务的每个细节都做好。


切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
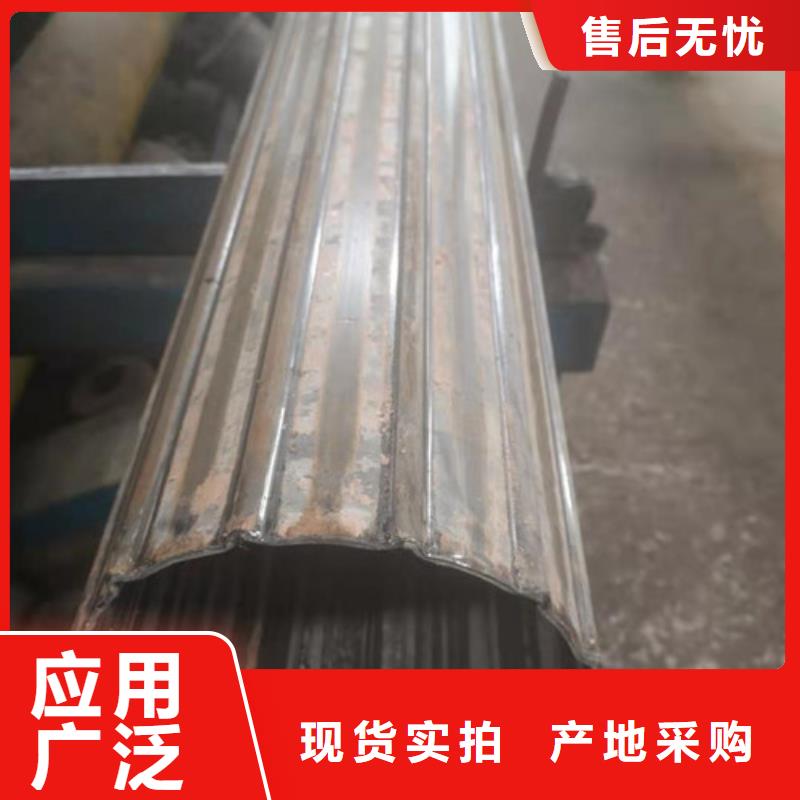
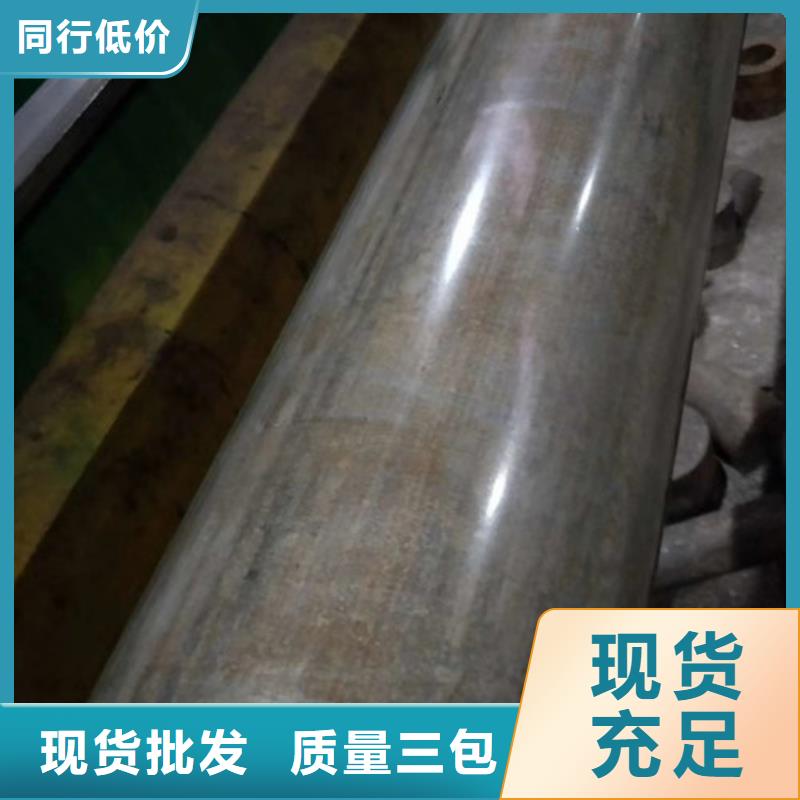
冷拔管生产工艺特点:冷拔管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
冷拔管生产工艺特点:冷拔管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。




工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。


