





【新品发布,视频先行!】异型管-【方矩管厂家】好货直销产品,等你来探!
以下是:异型管-【方矩管厂家】好货直销的图文介绍

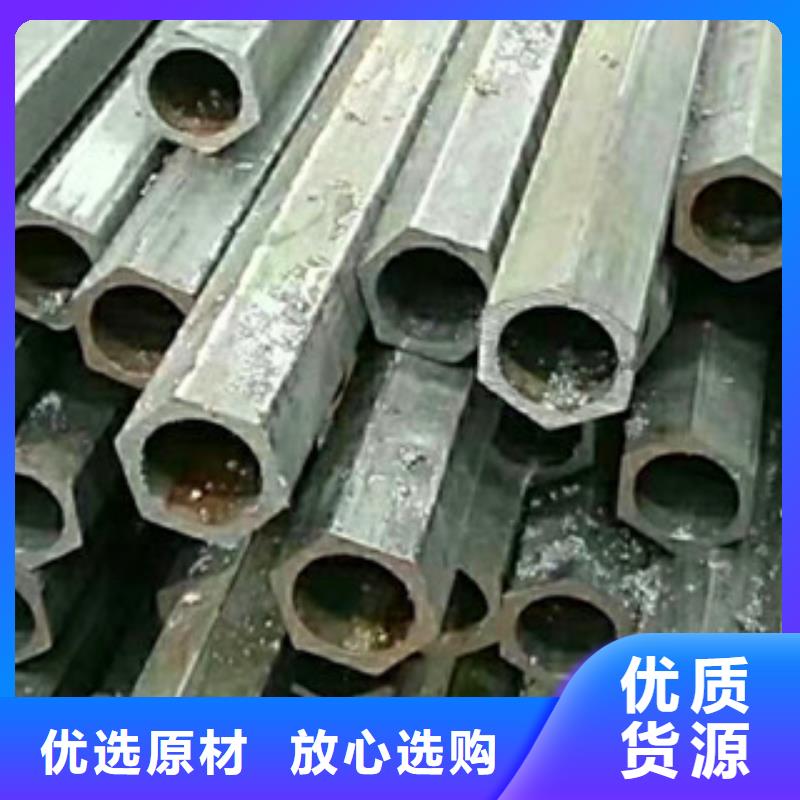
异型钢-型钢是钢材四大品种(型、线、板、管)之一。型钢是钢材四大品种(型、线、板、管)之一,是一种广泛使用的钢材。根据断面形状,型钢分简单断面型钢和复杂或异型断面型钢(异型钢)。前者的特点是过其横断面周边上任意点做切线一般不交于断面之中。如:方钢、圆钢、扁钢、角钢、六角钢等;常见异型钢有热轧窗框钢,犁铧钢、汽车车轮挡圈用热轧型钢、履带板用热轧型钢、汽车车轮轮辋用热轧型钢、钢轨、造船用球扁钢、电缆盘钢、刮板钢等等。 异型钢因其使用的特殊性和单一性,往往对精度的要求比简单断面型钢要高,这就对设备的能力有更高的要求。由于其断面形状复杂,尤其是许多特定场合专用的异型钢,甚至很少有经验可以借鉴,这样使得孔型设计和生产的难度更是远高于简单断面型钢。故异型钢的生产成本要高于简单断面型钢。异型钢因其形状大小差别很大,很多都是某一行业或特定场合专用的,所以单一品种的市场需求量往往都不是很大。所以异型钢生产系统的规模往往也并不很大。液压精密无缝管是以精密冷拔无缝钢管经黑色或灰色磷化工艺处理,并对磷化后的钢管进行封闭及防锈处理而做成的精密液压无缝钢管。 本钢管内外表层形成致密的磷化层,再经防锈处理后有效防止钢管氧化,所以钢管的防锈性能很好,同时由于钢管表层磷化后形成的微孔磷化膜(层),可以强有力将油漆附着在钢管表层,有效防止油漆脱落的现象,对于用于野外作业的环境中是理想的产品。使用本钢管时建议用户在钢管弯曲完成后做擦洗,例如用海绵运用压缩空气进行经过式擦洗的办法,当然液压系统正常工作前的系统预擦洗也是必须的步骤。液压系统中使用的钢管主要是不锈钢无缝管和平常无缝钢管,不锈钢无缝管尽管有着优良的机械性能,但由于价格高价位,精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较差,精度比较低,使用之前通常要经过一系列的焊接、试装、酸洗、碱洗、水洗、长期串油、试漏,工序繁杂、费时、费材不可靠,且一直未能彻底管内残余物,成为整个液压系统随时发生故障的一大忧患。椐统计,液压系统中有70%的故障就是这一原因造成的。 由于生产的需求,和降低生产与制造的成本的缘故,许多客户由原本的冷拔无缝钢管采购改为精密无缝钢管。下边就咱们就来理解下精密无缝钢管的优点和劣势:优点:精密无缝管成型速度快,生产产量高。且不损坏涂层,可以制成多种多样的截面模式,以适用条件的需求。冷轧工艺可以使精密钢管产生巨大的拉升变形,进而改善了精密钢管的屈服点。精密钢管的准确度高,使用户减小了废物的产生。劣势:精密无缝管截面存在剩余应力,对精密无缝钢管的总体和局部屈曲的特点产生影响;精密钢管的截面的自由扭转刚度比较低;冷轧精密无缝钢管的成型壁厚较小,经受局部性的集中负荷运载的能力不足。 自行车大家可能都不会觉得到生疏,这是起初的一种代步工具,可以自己掌控自己的速度,坐在上面,用身体的力量逐步的前进。可是自行车紧要可以承载身体的力量,一并也可以到达运用自若的速度。传统的无缝钢管材料并不可以到达人类对自行车的需求,因此在考虑原材料的时候,不光仅仅要外观悦目,紧要可以在材质的质量上获得的保障。也许你会喜好《精密管市场价格前瞻》。精密钢管 是OK的选择,不光可以制作成不一样的形状,大小和经受力也是各有不一样,在考虑质量上,一定要选择对应较为适用于的,这样才可以到达佳的。精密钢管从自行车的总体构架,另有座椅支撑上,全都是的运用,以此来保障总体的质量。尤其是如今的很多高能力自行车,更加是可以在各个方面都完全到达佳平衡,总体的价格。


======================================================= 锰的作用不在于形成奥氏体,而是在于它降低钢的临界淬火速度,在冷却时增加奥氏体的稳定性,抑制奥氏体的分解,使高温下形成的奥氏体得以保持到常温。在提高钢的耐腐蚀性能方面锰的作用不大,这是因为锰对提高铁基固溶体的电极电位的作用不大,形成的氧化膜的防护作用也很低。锰在不锈钢异型管中稳定奥氏体的作用约为镍的二分之一,并且作用的程度比镍还要大。 稀土元素应用于不锈钢,主要在于改善工艺性能方面。比如,钢中加少量的稀土元素,可以钢锭中因氢气引起的气泡和减少钢坯中的裂纹。奥氏体和奥氏体-铁素体不锈钢异型管中加一定量的稀土元素,可显著改善锻造性能。 碳,不锈钢异型管中含碳量增加,屈服点和抗拉强度升高,但塑性和冲击性降低,当碳量0.23%超过时,钢的焊接性能变坏,因此用于焊接的低合金结构钢,含碳量一般不超过0.20%。碳量高还会降低钢的耐大气腐蚀能力,在露天料场的高碳钢就易锈蚀,此外碳能增加钢的冷脆性和时效敏感性。 异型管等温淬火的注意事项:等温淬火是减少无缝异型管变形和开裂的有效淬火方法之一,但如何正确运用该工艺方法则要应根据异型管的材质、大小、硬度和韧性、变形的要求,以及具体的工作条件等进行合理的选择。下面我们将等温淬火时需要注意的事项一一为大家介绍:大小限制在进行等温淬火时,基本的原则是确保无缝钢管在冷却过程中不会发生高温的转变,因此异型管的钢种和大小直接影响到等温淬火的质量,一般要求为碳钢无缝钢管的有效厚度应不大于5mm,合金钢的有效厚度应在30mm以下。从含碳量的角度出发,在0.4%-0.6%的碳钢不适于等温淬火,高于0.6%以上的碳钢才能进行等温淬火。



万盛达钢铁有限公司主营各种 江苏南京大口径无缝方管,凭着“团结、务实、敬业、奉献“的企业精神,经过全体员工的努力拼搏和积j i开拓,在市场享有较高信誉。 公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,本着“诚信为本,质量至上,客户满意,追求卓越”的经营理念和“品种全,规格齐,质量好,服务佳”的竞争优势,本着“诚信为本,质量至上,客户满意,追求卓越”的经营理念和“品种全,规格齐,质量好,服务佳”的竞争优势,赢得了广大客户的信赖和支持,欢迎来电:13814281222,我们将竭诚为您服务。


# 防止异型管转炉喷溅的六个方法:异型管转炉喷溅产生的原因有以下三个:(一)当渣中TFe含量过低,熔渣粘稠,熔池被氧流吹开后熔渣不能及时返回覆盖液面,CO气体的排出带着金属液滴飞出炉口,形成金属喷溅。熔渣返干也会产生金属喷溅。可见,形成金属喷溅的一些原因与发性喷溅正好相反。(二)熔池内碳氧反应不均衡发展,瞬时产生大量的CO气体,这是发生发性喷溅的根本原因。由于操作上的原因,熔池骤然受到冷却,抑制了正在激烈进行的碳氧反应;当熔池温度再度升高到一定程度,碳氧反应重新以更猛烈的速度进行,瞬间排出大量具有巨大能量的CO气体从炉口排出,同时还挟带着一定量的钢水和熔渣,形成了较大的喷溅。(三)除了碳的氧化不均衡外,还有如炉容比、渣量、炉渣泡沫化程度等因素也会引起喷溅。在铁水Si、P含量较高时,渣中SiO2、P2O5含量也高,渣量较大再加上熔渣中TFe含量较高,其表面张力降低,阻碍着CO气体通畅排出,因而渣层膨胀增厚,严重时能够上涨到炉口。此时只要有一个不大的推力,熔渣就会从炉口喷出,熔渣所夹带的金属液也随之而出,形成喷溅。同时泡沫渣对熔池液面覆盖良好,对气体的排出有阻碍作用。严重的泡沫渣可能导致炉口溢渣。 # 要防止异型管转炉喷溅的产生,需要采取以下方法:一、吹炼过程位控制的基本原则是继续化好渣、化透渣、快速脱碳、不喷溅、熔池均匀升温。吹炼中期的特点是强烈脱碳,在这个阶段中,不仅吹入的氧气全部用于碳的氧化,而且渣中的氧化铁也大量被消耗,流动性下降,出现返干现象,影响硫、磷的去除甚至于发生回磷现象,喷溅也严重。为了防止异型管中期炉渣返干,应该适当提。二、保持合理的炉型是在现有技术和设备条件下控制喷溅有效的方法,如应有适当的高度和液面,根据冶炼钢种采取合适的底吹模式,如果发现上涨较高,要及时采取措施进行处理,处理操作应采取勤、轻处理原则。三、做好热平衡,力求做到热量略富裕,这样既能保住终点碳,又不因为热量太富裕冷却料用量大喷溅难控制。还可以采用留渣操作,溅渣护炉时不要把炉渣溅干,在炉内留部分炉渣,剩余的炉渣在下炉吹炼时有利于前期快速成渣,同时减少了冷却剂的加入量和炉渣的泡沫化程度,并将泡沫化高峰前移,从而达到控制异型管转炉喷溅的目的,在炉渣严重泡沫化时,短时间提高位,使氧超过泡沫的熔池面,用氧气射流的冲击破坏泡沫,减少喷溅。四、在某种程度上复吹转炉炼钢的氧操作主要是通过位的变化来调节和控制炉渣中有合适的(FeO)含量,以满足吹炼过程各期的需要。如果(FeO)控制不当,会给吹炼带来困难,因此控制喷溅的关键就是要控制吹炼位。五、正确地控制前期温度,如果前期温度低,炉渣中积累起大量的氧化铁,随后在元素氧化,熔池被加热时,往往突然引起碳的激烈氧化,容易造成发性喷溅。在炉温很高时,可以在提的同时适当加一些石灰,稠化熔渣,有时对抑制喷溅也有些作用,但加入量不宜过多,加入的石灰化完后,如果不继续加人石灰就应当适当降,以免在硅锰氧化结束和熔池温度升高后强烈脱碳时发生严重喷溅。六、后期的任务是进一步调整好炉渣的氧化性和流动性,继续去除硫、磷使熔池异型管钢液成分和温度均匀,稳定火焰,便于准确地控制终点,压速度要缓慢,切忌过快,否则会引起喷溅。冶炼低碳钢,很多采用的是增碳法,所以后期非常注意加强熔池搅拌以加速后期脱碳,均匀熔池的温度和成分。为此在过程化渣不太好,或者中期炉渣返干较严重时,后期应首先适当提化渣。而在接近终点时,再适当降,以加强熔池搅拌,使熔池的温度和成分均匀化,提高金属和合金收得率并减轻对炉衬的侵蚀。 # 浅析固渣护炉的具体操作步骤:传统转炉主要的护炉方法以补炉、喷补及溅渣护炉为主。护炉成本较高,护炉效果不佳,无法确保转炉炉型的稳定运行,且每次补炉需要安排较长时间,影响转炉作业率,增加了生产组织的难度。同时溅渣护炉由于过程控制存在波动及阶段生产节奏紧张造成溅渣时间不足,护炉效果较差。而采取固渣护炉的方法可以节约静态护炉时间,有效保证静态护炉效果。还可以通过稳定转炉入炉条件,提高转炉终点控制及一次拉碳率,巩固过程护炉效果。而且通过确保良好的终渣状态溅渣护炉效果,大幅度降低转炉护炉成本及炉龄,提高转炉作业率。 #



