



我们的H型钢_【Q460D钢板】高标准高品质视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
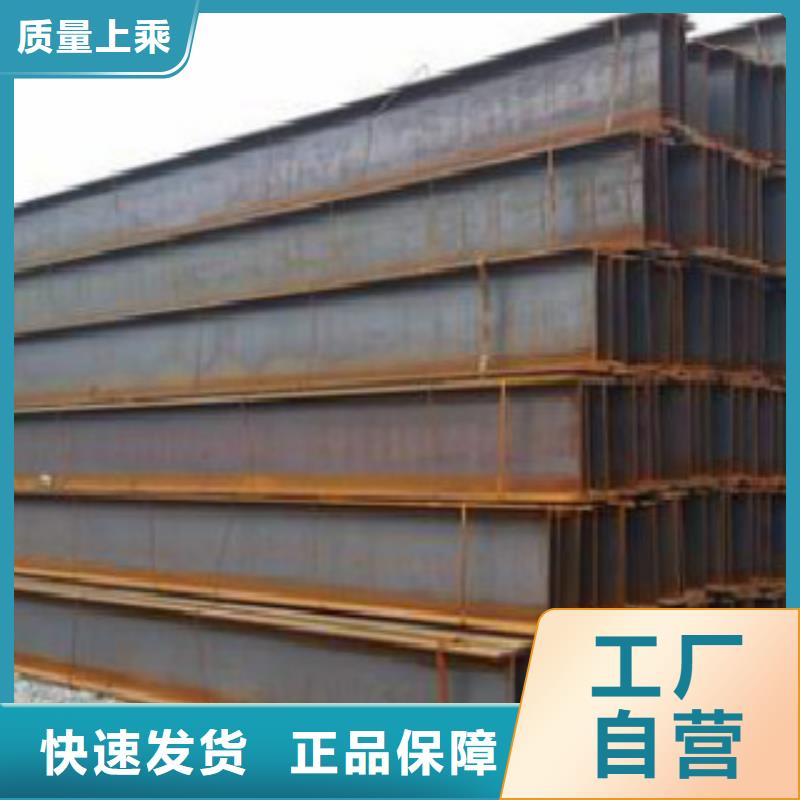
以下是:H型钢_【Q460D钢板】高标准高品质的图文介绍

申达鑫通商贸有限公司主营 安徽合肥螺旋管。公司经营多年来,“以诚信求生存,以质量谋发展”为宗旨,我公司不断引进高素质人才,打造自己的营销队伍,争取在业内创造丰碑。长期现货供应,厂家直销,工艺精湛,产品质量保障,凭着诚信为本,科学生产,严格管理,完善服务的企业宗旨,依靠的企业员工精心打造国际品牌和产品,我们竭诚与国内外新老客户紧密合作共创企业辉煌的明天。


今日开盘,黑色系再度上演冲高回落戏码。截至收盘,双焦及热卷纷纷跳水收阴,期螺盘中再破前高,一路直奔4100元整数关口冲击,无奈英雄气短,终淹没在跳水的浪潮中暂时无法抽身,收盘虽然勉强收涨,但涨幅却大大收窄,唯石头讲着老故事继续强势上行。
现货市场方面,市场反馈,大部分地区上午成交尚可,中间商及终端低价补货的相对较多,但随着期货尾盘的跳水,市场心态更加谨慎,出货速度放缓,部分地区市场价格出现松动或暗降。
期市尾盘惊险一跳,暂时结束了七连阳,是否意味着钢市上攻的脚步戛然而止呢?
现货市场方面,市场反馈,大部分地区上午成交尚可,中间商及终端低价补货的相对较多,但随着期货尾盘的跳水,市场心态更加谨慎,出货速度放缓,部分地区市场价格出现松动或暗降。
期市尾盘惊险一跳,暂时结束了七连阳,是否意味着钢市上攻的脚步戛然而止呢?



H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50。
再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。
焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。
再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。焊接方法采用门式埋弧焊进行自动焊接。
如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。
焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口修磨平整,严禁用锤击落。

