

2019年5月全球64个归入世界钢铁协会统计国度的粗钢产量为1.627亿吨,同比进步5.4%。2019年5月中国粗钢产量为8910万吨,同比进步10.0%。印度5月粗钢产量为920万吨,同比进步5.1%。日本5月粗钢产量870万吨,同比降落4.6%。韩国5月粗钢产量为640万吨,同比进步2.2%。欧盟地域,意大利2019年5月粗钢产量为220万吨,同比进步1.1%;法国5月粗钢产量为120万吨,同比降落7.6%;西班牙5月粗钢产量为130万吨,同比降落7.1%。


1. 我国直缝焊管工业的开展进程及到达的消费才能。
新中国树立之初,在幅员广大的祖国大地上,仅有一套粗陋的拉拔式炉焊钢管机和十几多套分散在几个城市的拉管成型,人工手焊或简易机械排焊的焊管机。其中,如今有史可查的,我国早的焊管厂是1921年建的上海荣泰管子厂〖冶金史料89。1〗。后来,在上海陆续建了消费床架管、方棚管、电线管和水管等的焊管厂,上海解放时全市共有十几家焊管厂,年产量仅数百吨。那套粗陋的拉拔式炉焊钢管机是日本侵略者在我国东北的鞍山,于30年代建的。另外,在上海还有几台冷拔管机,早的是建于30年代后期的李茂昌机器厂(1939年改名为永大铁工厂,1941年又改名为永大拉拔厂),装置有一台螺丝式拉拔机和1940年建的三禾制管厂,装置有一台链式拉拔机。当时,因我国还没有焊接钢管消费厂,所以这些拉拔机,主要是用进口管料管和拆船旧管停止改制加工(大改小,小扩展,厚改薄,短拔长等)。原来,日本侵略者在我国东北的鞍山,建有的两个2寸焊管车间(建于1935年10月,消费直径为70-150mm, 年产为1.14万吨-1940年)的设备,解放后全部被原苏联拆走,另一个正在建立的焊接钢管车间的进口设备全部漂浮于大海(第二次世界大战期间)。解放了的中国人民就是在这原有三个热轧车间的一片瓦砾、颓垣断壁的厂房中建起我国 套焊接钢管轧机,时在1953年。如今我国已是钢管消费大国,居世界 位。回忆50年来的开展进程可分为三个阶段。



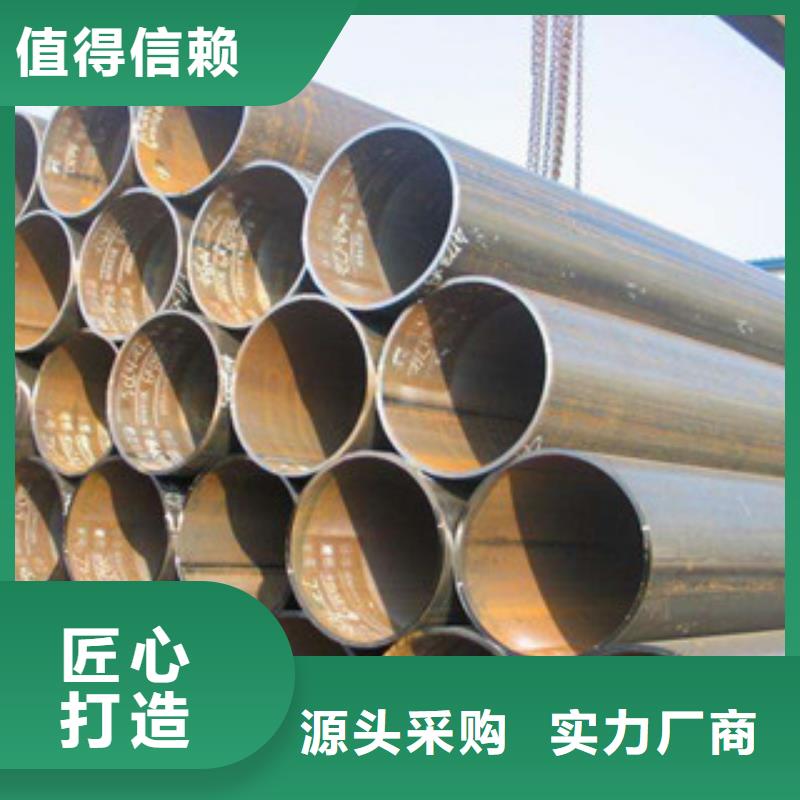
我们在钢管焊接的时分难免会遇到一些缺陷,那么我们常见的缺陷都有什么呢?我们跟着直缝焊管的小编去看看。
1、气泡气泡高发作在焊道中间,氢气依旧以气泡的形势躲藏在焊缝金属外部,主要缘故原由是焊丝和焊剂有外面有湿气,未做烘干处置就间接应用,另有便是焊接过程当中电流较小,焊接速率太快,加快凝结金属也会呈现这类环境。
2、咬边咬边是沿着焊缝中心线在焊缝边部呈现V形沟槽,主要缘故原由是焊速、电流、电压等前提不恰当的环境下发作的,此中焊接速率过高要比电流不合适更易惹起咬边缺陷。
关于近日行情,2寸焊管虽然社会库存“乌云压境”,但这并不成成为目前价钱的主导力气,市场关于将来的需求预期和对相关限产、环保政策的“常态化”仍具有高度的亢奋感,钢厂的偏低库存,也成为2寸焊管价钱坚硬的理由,无论盘中价钱怎样跌,都能够快速拉回。
这几天终端需求未开,价钱更多无量走势,但现货市场曾经隐约有了“拼刺刀暗降”的迹象。总的来说,在供需阶段性错位、本钱支撑等多重利好要素刺激下,3月螺纹钢上涨行情仍然可期。本周开端,受限产延长音讯影响,螺纹价钱持续上涨,但成交普通。
估计实践需求恢复将集中在十五之后。今日局部地域螺纹价钱小幅回调,钢厂的库存压力仍偏低,明天沙钢调价估计涨幅在150元/吨以上。操作倡议:短期行情更容易受需求变动影响,因而在不明朗的状况下,短期价钱震荡运转。关注限产范围及库存变动,若限产继续扩展可恰当逢低多,若库存消化不及预期,能够思索空钢厂利润。
3、热裂纹发作热裂纹的缘故原由是在焊缝应力很大的时辰,或许焊缝金属内的SI硅元素很高的时辰发作,另有一种是硫裂,坯料是硫偏析带很强的板材(属于软沸腾钢),在焊接过程当中,硫化物进入焊缝金属而发作的裂纹。
以上就是直缝焊管的小编给我们引见的钢管焊接区常见的缺陷,希望小编的分享能够协助到我们更好的理解直缝焊管。



金鑫润通钢铁贸易有限公司以先进雄厚的技术力量,不断开发新 湖北宜昌角钢产品,大大有效的改善了 湖北宜昌角钢的生产效率。“高技术、高品质、优质的售后服务。”是公司的宗旨。它将为广大客户提供的 湖北宜昌角钢产品与服务。


加工消费的环节然后招致毛病。但是喷漆工艺方面,发现上盖的喷漆加工,呈现过整批返修的纪录。障零件镀银后,均及时包装并置于枯燥器皿中保管,一定缺乏之处,就是时间久了不留意防护但是就会呈现腐蚀现象。可见这并非是遭到厂房空气氛围的影响。焊管贮藏时,制止异化学物及湿润物料一同摆放,厚板寄存方式 是其底部用垫木与空中隔开,坚持与空中间隔。为避免焊管此类毛病的发作,缺口封死。均及时包装并置于枯燥器皿中保管,可见这并非是遭到厂房空气氛围的影响。本适用新型是提供一种契合人体工学、准确度更佳与省力效果更好的焊管钻床调速安装。通常,普通焊管钻床在作业时,常为了工作材质、钻孔大小而需求更改焊管钻床的工作速度,但是由于焊管钻床的转速与钻头尺寸是需求相互配合的所以若操作人员的工作经历缺乏,不但会形成废品的缺陷,更有可能形成机具与人员的伤害;而目前工业界都非常注重废品的精细度,所以焊管钻床转速的准确控制更为重要,而常用焊管钻床调速安装却不断只能作较为粗糙的转速控制;故目前的焊管钻床制造业与运用者莫不努力寻求改良之道。常用的焊管钻床调速安装,请参阅 图1所示,此种常用的焊管钻床调速安装是采用一主动塔轮10与一从动塔轮11互相对应组合而成,运用二者轮径的同时更改,常用的焊管钻床调速安装不但需求运用者用手工装设,且主动塔轮10与从动塔轮11调整也完整依赖操作者的手动调整,故此种常用的焊管钻床调速安装的准确度、操作便利性与省力效果上,完整无法契合现代工业的请求。


