


别再等待了,仅仅一分钟,就能通过我们的无缝钢管_钢管源头厂家产品视频探索到无数令人心动的细节和亮点。
以下是:无缝钢管_钢管源头厂家的图文介绍



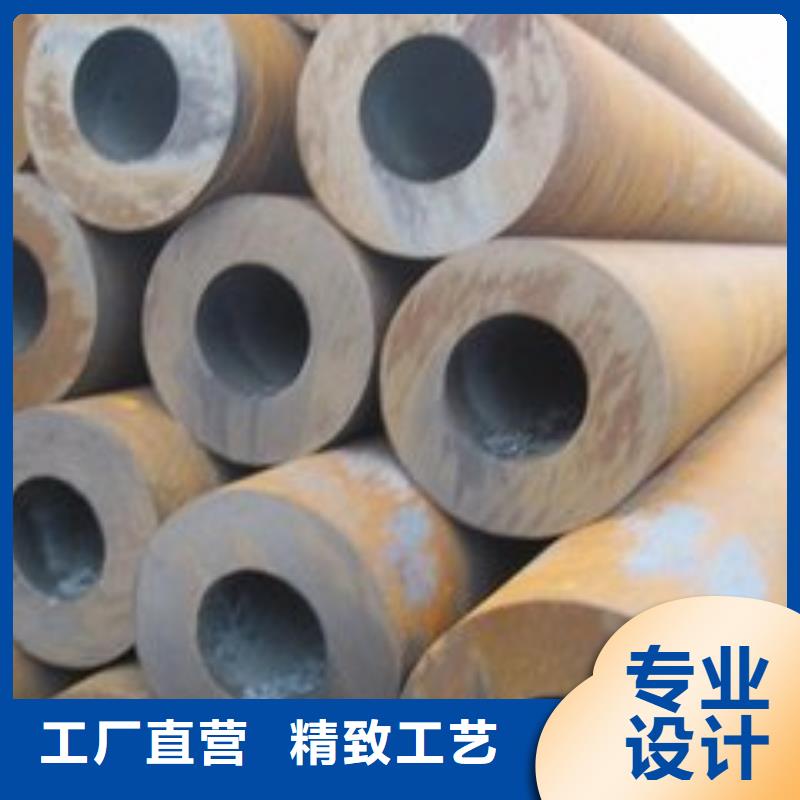
GB3087与GB5310的区别
锅炉用无缝钢管:GB3087-1999
锅炉管(GB3087-1999 GB5310-1995)
标准:GB3087-1999 GB5310-1995
用途:用于低中压、高压及其以上压力锅炉的水冷壁、省煤器、再热器、过热器及蒸汽管道的制造。
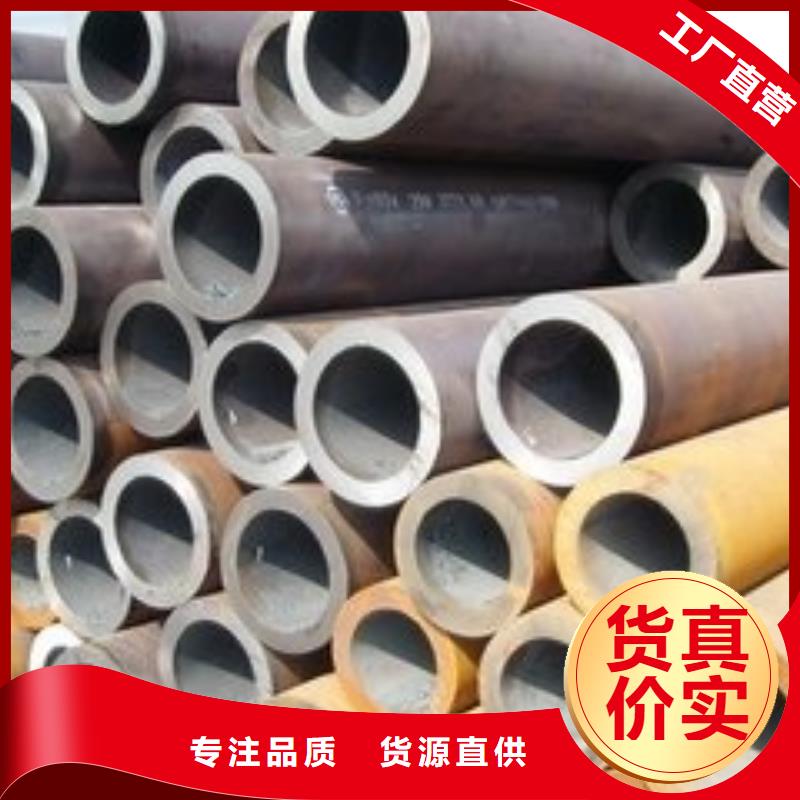
锅炉用高压无缝钢管:GB5310-95(ST45.8-Ⅲ型)
锅炉管( GB5310-1995)
标准:GB5310-1995
用途:用于高压及其以上压力锅炉的水冷壁、省煤器、再热器、过热器及蒸汽管道的制造。
GB3087-1999、GB5310-1995锅炉管(热轧、挤压、扩管)


无缝钢管生产过程简介
1钢管由上游辊道进入矫直机入口辊道。
2当钢管头部被入口辊道中间位置传感元件感应到时,辊道减速。
3当钢管头部被入口辊道末端位置传感元件感应到时,入口辊道段下落,入口快开缸闭合延时开始计时。
4管头进入入口矫直辊中间位置时,入口快开缸闭合,钢管被咬入,同时入口第二段辊道下落。
5通过快开缸延时的设定,管头进入中间辊和出口辊中间位置时,中间辊、出口辊快开缸相继闭合,钢管进入矫直过程。
6当管尾离开入口辊道中间位置传感元件时,入口辊道段上升。
7当管尾离开入口辊道末端位置传感元件时,入口辊道第二段上升,同时通过快开缸延时的设定,管尾到达入口辊、中间辊和出口辊中间位置时,入口辊、中间辊、出口辊快开缸相继打开。
8出口辊道上升,钢管被运送到出口辊道末端挡板处。
9出口辊道下降,通道侧门打开,钢管靠重力滚到L型接料勾上。
10接料勾下落,钢管滚到吹灰台架上,对钢管内表面氧化铁皮进行吹扫。