

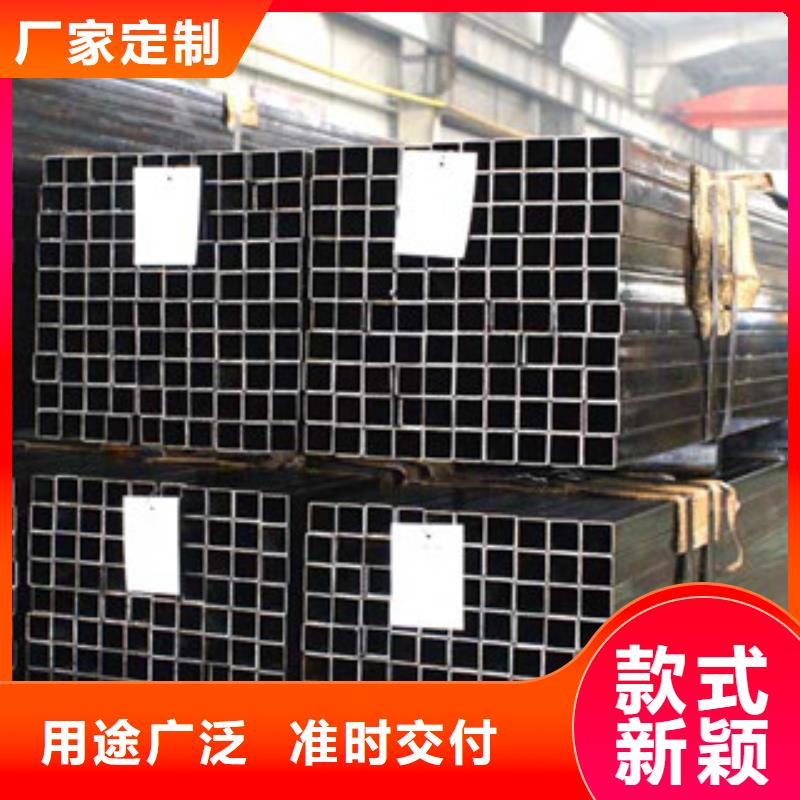



管材或管件插口端任一横断面的外圆周长除以3.142(图周率),并向大圆整到0.1mm得到的值。平均外径的值称为平均外径(),平均外径的值称为平均外径规格达2800多种;材质为QQ345B、20#、45#、无缝管、合金钢;可根据客户要求尺寸定做。镀锌方矩管分为哪几种镀锌方矩管一般就是指两种热镀锌方矩管一般为厚度2.2以上镀锌带管厚度2.0以下,下面天津方矩管小编自己给大家讲下镀锌方矩管分为哪几种。为适应市场需求,加快发展进程,积极行动,经过周密的调查分析,并且在上都已经有了实效性的进展项目,在做大做强的同时,不断的创造业绩。在社会各界的支持下、在的带领下,久哲工贸经过不懈努力。
很多种材质的物质都可以形成方管体,它介质于,干什么用,用在什么地方,大多数方管以钢管为多数,多为结构方管,装饰方管,建筑方管等.一般是把带钢经过拆包,平整,卷曲,焊接形成圆管,再由圆管轧制成方形管然后剪切成需要长度。简介:方管获知无缝方管是种方形体的管型。是带钢经过工艺处理卷制而成。一般是50根每包。硬度硬度是衡量金属材料软硬程度的指针。目前生产中测定硬度方法常用的是压入硬度法,它是用一定几何形状的压头在一定载荷下压入被测试的金属材料表面,根据被压入程度来测定其硬度值。低压流体输送用镀锌焊接钢管(GB/T3091-1993)也称镀锌电焊钢管,俗称白管。是用于输送水、煤气、空气油及取暖蒸汽、暖水等一般较低压力流体或其他用途的热浸镀锌焊接(炉焊或电焊)钢管。钢管接壁厚分为普通镀锌钢管和加厚镀锌钢管;接管端形式分为不带螺纹镀锌钢管和带螺纹镀锌钢管。方管近日获悉低压流体输送用焊接钢管(GB/T3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。



我司是一家集生产、销售于一身的现代化企业。公司在经济开发区国耀宏业钢铁,公司一向秉承'客户至上,品质优质的企业精神,坚持创造高科技与人性化的现代空间格局设计,以卓越的设计理念、优异的产品质量、专业完善的服务体系,为客户提供优质的服务。公司拥有专业的技术人员,并以快捷的运送,专业的安装等一条龙服务,为顾客创造品位超凡,优质舒适的空间环境!主要产品有: 陕西工字钢, 精诚所至,金石为开。提供优质产品和服务必定能达到客户的要求!


月份开始也已经扭亏为盈,天津方管厂家出口形势较好。6月中旬,重点企业天津方管厂家日产量达183.67万吨。在盈利改善的情况下,钢厂开工率依然保持在高位,因而导致天津方管厂家市场的供给持续增加。这将加剧钢市的供需矛盾,过剩局面难以改善,不利于天津方管厂家价格的反弹。
随着刺激逐渐显力,宏观有企稳迹象,市场心悄然转变,黑色金属价格在天津方管厂家的低库存下缓慢企稳,行业备库有可能在此境况下引领一波触底反弹行情,届时支撑钢市行情。
天津方管价格触底,已无下跌空间。
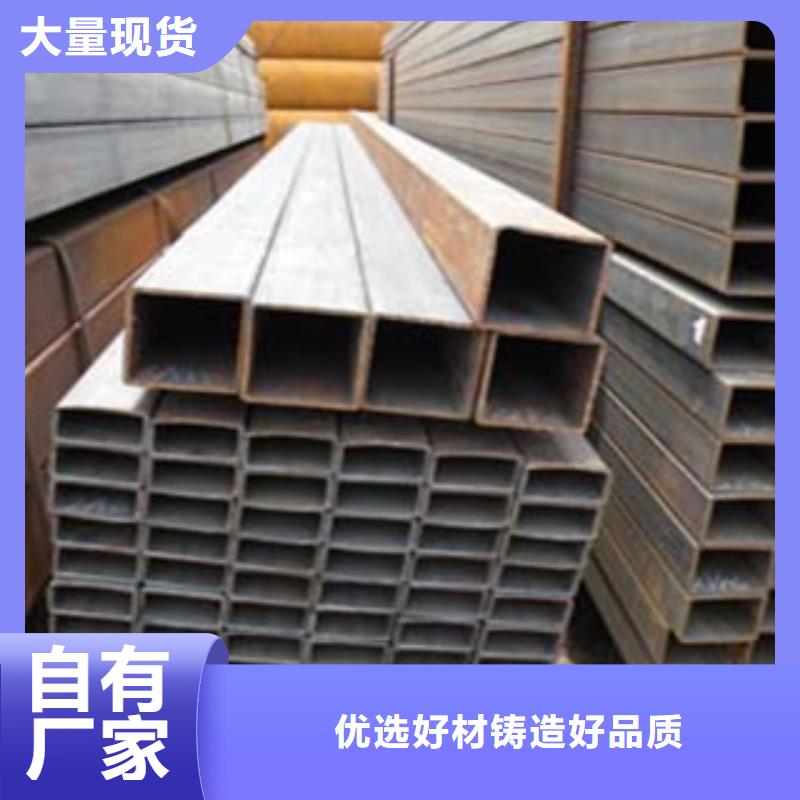
Q345B方矩管厂减产对其整体需求形成较大,另一方面,在煤炭行业供给过剩,全球铁矿石新增产能快速释放,港矿激增导致库存积压情况下,相关品种在供给端面临压力更大,走势也明显较为疲软。方管每米理论重量|方管表面质量执行标准1方管外和壁厚1方管公称外为89mm,公称壁厚为45mm。2方管外和壁厚允许偏差符合表1规定。表外允许偏差+0.50mm-0.20mm壁厚允许偏差+0.97mm-0.77mm2方管通常长度为9400mm~9750mm。
经供需双方协商,并在合同中注明,亦可供其它长度方管。3方管外形1方管弯曲度不得大于0mm2方管两端端面与方管轴线垂直,切毛刺予。4方管重量方管按实际重量交货,亦可按理论重量交货。方管每米理论重量为1115kg/m(钢密度为85kg/dm。方管成品化学成分允许偏差符合GB/T222有关规定。方管交货状态方管以热轧状态交货。方管力学性能经适当热处理,方管力学性能达到APISPEC5CT中N80钢级要求。方管密实性方管逐根进行涡流探伤以检验方管密实性,涡流探伤对比试样人工缺陷通孔直为φ2mm±0.01mm。方管表面质量方管表面质量按APISPEC5CT中N80管表面质量要求执行。检验与试验方管验收规则按GB/T2102规定。






厚壁方管一般在制作过程当中,会出现气泡,那么是什么原因那,今天就让我们来了解一下具体是怎么回事
一是溶解的气体处于过饱和状态;二是气泡内各种气体分压之和大于作用于气泡的外压力;三是有大于临界的气泡核。
实际铸造条件下,由于熔体中总是存在着大量非金属夹杂物、结合体和精炼时未逸出的气泡,因此熔体中的非自发气泡核很容易形成。另外,经过炼后的熔体,含氢量虽然低于平衡浓度,但在凝固过程中的气体浓度再分配结,使结晶前沿的液体中造成局部氢含量的过饱和,因而为镀锌管形成气泡创造了有利条件。当结晶前沿液体中的氢分压增大到大于外部压力时,便可能形成气泡。但是,形成的气泡的上浮力小于固相表面对气泡的黏附力,或者气泡的上浮速度小于锭的结晶速度,则气泡就停留在铸锭中成为气孔。
产生气泡有时是因为操作不当造成,操作时细心可减少气泡的产生。