


联系我们

当前位置:
沧州 钢兴钢管
有限公司
济南当地产品新闻
直缝管【GB5310无缝钢管】实体诚信经营
更新时间:2024-11-06 10:49:58 浏览次数:5 公司名称:沧州 钢兴钢管 有限公司
以下是:直缝管【GB5310无缝钢管】实体诚信经营的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 沧州 |
| 类型 | 无缝钢管 |
| 品牌 | 钢兴 |
以下是:直缝管【GB5310无缝钢管】实体诚信经营的图文视频



直缝管【GB5310无缝钢管】实体诚信经营,钢兴钢管
有限公司为您提供直缝管【GB5310无缝钢管】实体诚信经营,联系人:刘学成,电话:0317-3061555、13722727880,QQ:133919903,请联系钢兴钢管
有限公司,发货地:沧州风化店乡后枣园工业区发货到山东省 济南市 历下区、槐荫区、天桥区、历城区、长清区、平阴县、济阳区、商河县、章丘区。 山东省,济南市 济南市地处中国华东地区、山东省中西部,地理位置介于北纬36°01′至37°32′、东经116°11′至117°44′之间,全市地势南高北低,依次为低山丘陵、山前倾斜平原和黄河冲积平原。属于暖温带大陆性季风气候区,季风明显,四季分明,春季干旱少雨,夏季温热多雨,秋季凉爽干燥,冬季寒冷少雪。济南市是中国人民解放军北部战区陆军驻地、环渤海经济区和京沪经济轴上的重要交汇点,华东地区重要的交通枢纽之一。
为了让您更地了解我们的直缝管【GB5310无缝钢管】实体诚信经营,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:直缝管【GB5310无缝钢管】实体诚信经营的图文介绍


钢管焊缝检查工作及形成焊缝缺陷原因
1、焊缝检查
焊接工序完成后,要检查焊缝的外观,一般来说,钢管焊缝的表面应该是光滑的,不得有裂纹,此外,焊缝的融合状况也是检验焊缝的一个标准,如果焊缝上有气孔、夹渣等,则证明焊缝的融合状况不理想,即焊缝存在缺陷。
2、焊缝缺陷形成原因分析
焊缝缺陷的形成原因有很多方面,主要有: ,焊接时,未将两个工件焊透,这很大程度上时由于焊接物表面有杂质,或者是焊接物开日太大以及焊接的速度过快等原因形成的。第二,气孔,焊接时的速度和电流大小都对气孔的形成有影响,焊条没有摆正方位也会造成焊接气孔的产生。第三,在焊缝中,如果存在一些化学杂质如磷、硫等,会形成焊缝,并且,焊接时热力太过几种,焊接完成后冷却过快都会造成工艺缺陷。
1、焊缝检查
焊接工序完成后,要检查焊缝的外观,一般来说,钢管焊缝的表面应该是光滑的,不得有裂纹,此外,焊缝的融合状况也是检验焊缝的一个标准,如果焊缝上有气孔、夹渣等,则证明焊缝的融合状况不理想,即焊缝存在缺陷。
2、焊缝缺陷形成原因分析
焊缝缺陷的形成原因有很多方面,主要有: ,焊接时,未将两个工件焊透,这很大程度上时由于焊接物表面有杂质,或者是焊接物开日太大以及焊接的速度过快等原因形成的。第二,气孔,焊接时的速度和电流大小都对气孔的形成有影响,焊条没有摆正方位也会造成焊接气孔的产生。第三,在焊缝中,如果存在一些化学杂质如磷、硫等,会形成焊缝,并且,焊接时热力太过几种,焊接完成后冷却过快都会造成工艺缺陷。



钢兴钢管 有限公司常年生产销售各种材质与规格的 山东济南合金管, 山东济南合金管生产厂家,可定做各种型号 山东济南合金管,,欢迎来人来电洽谈业务。


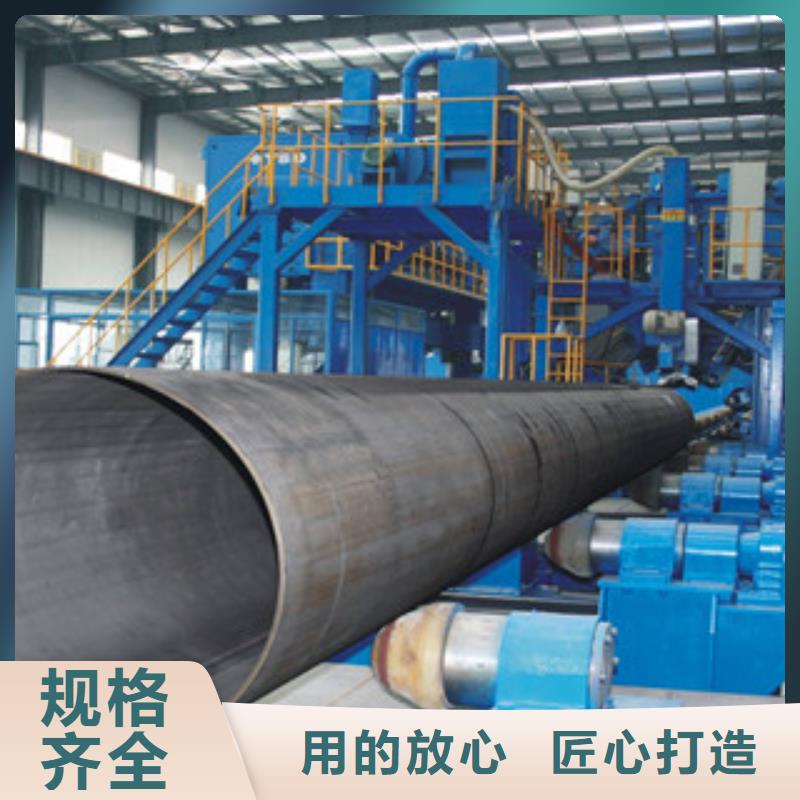
焊缝间隙:将带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,焊接热量过大,造成焊缝烧损;或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。
焊接温度:低碳钢材质,焊接温度控制在1250~1460℃,可满足管壁厚3~5mm焊透要求。焊接温度主要通过调节高频涡流热功率和焊接速度来控制。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透;当输入热量过大时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。


21世纪是我国输气管道建设的高峰期,管道运输已经成为现代运输体系的一个重要组成部分,作为现代管线工业技术进步的重要标志,大直径、高输送压力、长距离输送已经成为管线工业发展的总趋势。石油和天然气作为一种主要能源在 经济建设中发挥着重要的作用,随着石油天然气需求量的增加,管道的输送压力的增大,管线钢管向着大直径、大厚壁和高强度方向发展。国内 进的JCOE埋弧焊大直径直缝钢管(SAWL)生产线为高等级、高品质的管线用管生产创造了一定的条件。虽然国外允许螺旋缝焊管用于油气输送管线,但有严格的技术条件,且强化了无损检测。在我国,螺旋缝焊管输送管线技术已达到很高水平,但由于存在上述不足,螺旋缝焊管将面临严峻的市场考验,在重要交通枢纽、地质条件复杂、人口稠密地区以及海洋方面,仍然要用直缝埋弧焊管。



埋弧直缝焊接钢管的自动超声探伤工艺流程及程控方案?
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
LSAW直缝焊接钢管自动超声检测工艺流程的主要程序包括:系统启动、焊管上料、焊管传送、焊管转动、焊管夹紧定位、焊缝探伤、喷标、焊管夹具松开、焊管分选、焊管出料等内容。具体过程如下:系统启动:按下启动按钮后。探伤系统电源通;若电源电压检测正常,则开始进行焊管上料:若电压检测不正常,报警器发出报警号并断掉电源。焊管定位:压力传感器检测到焊管经上料系统到达传送轨道后。开始送进焊管;焊管触碰到管前端行程开关后,钢管送进停止;钢管转动,使焊缝处于12钟点位置;然后焊管夹具夹紧钢管,若压力传感器在规定时间内检测到夹紧力达到预定值。则进行下一工序;若在规定时间内夹紧力不能达标。则夹持检测报警系统启动,开始发出报警号。这时应按下急停按钮,检查焊管夹持机构。焊缝探伤:当焊管夹紧检测正常后.耦合剂开始喷出,超声检测探头下压与焊管管体接触,焊管工进并开始探伤;若焊缝有缺陷存在,则焊管停止工进,探头抬起,喷标识;之后探头再次下压,钢管工进、探伤,直到焊管末端与管末端行程开关触碰后停止工进,耦合剂停止喷洒,探头抬起并复位。之后焊管快进,到达焊管分选机构。焊管分选:焊管停止快进,焊管夹具松开;光电传感器检测焊管是否有缺陷标识。若有缺陷标识号输入,则将焊管向前传送至伤管出口;若无缺陷标识号输入,则钢管直接出料至合格焊管出口。至此,一个流程结束,开始下一个循环。
在山东省济南市采买直缝管【GB5310无缝钢管】实体诚信经营到钢兴钢管
有限公司,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:刘学成-13722727880,QQ:133919903,地址:《风化店乡后枣园工业区》。