




我们的【钢管折弯】T型钢厂家自营视频现已上线,产品魅力难挡,视频揭晓全貌,速来围观!
以下是:【钢管折弯】T型钢厂家自营的图文介绍

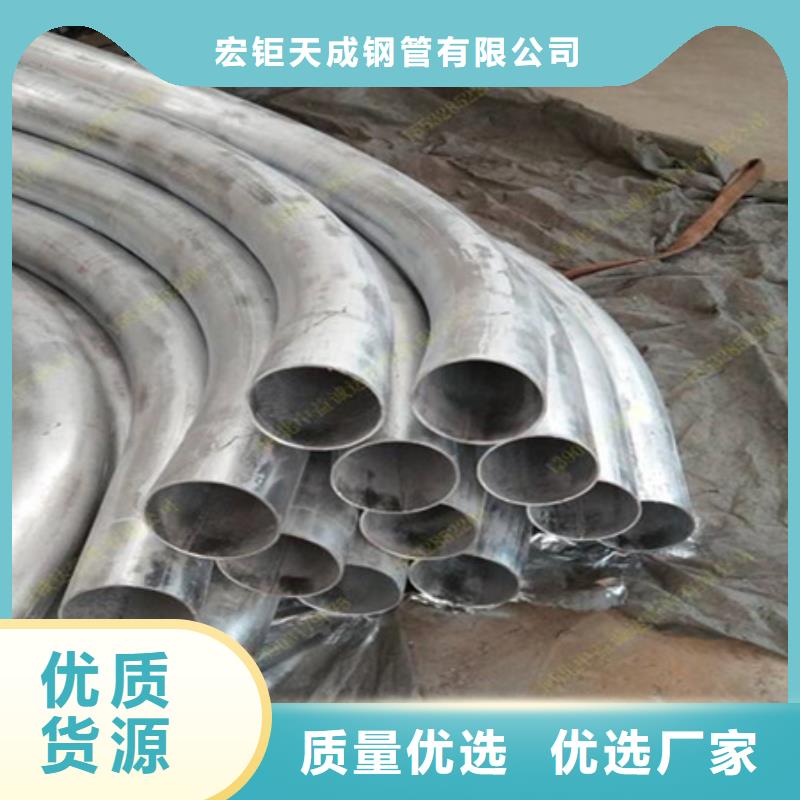
宏钜天成钢管有限公司是一家专业生产 山东枣庄42crmo钢管切割的企业。近十年的发展,已形成集 山东枣庄42crmo钢管切割生产、销售、服务为一体的现企业。
我公司具有一批专业管理人才、技术人才,实行质量管理,层层把关,精益求精。为客户提供设计、生产、安装等一条龙服务。设有专业人员为客户提供跟踪及周到的售后服务。多年的奋斗,使我公司已拥有雄厚的市场实力。我公司全体员工将以热情的服务,合格的产品换来广大客户的信赖和支持。您的满意就是我们z u i大的欣慰,欢迎各界人士到厂光临指导。


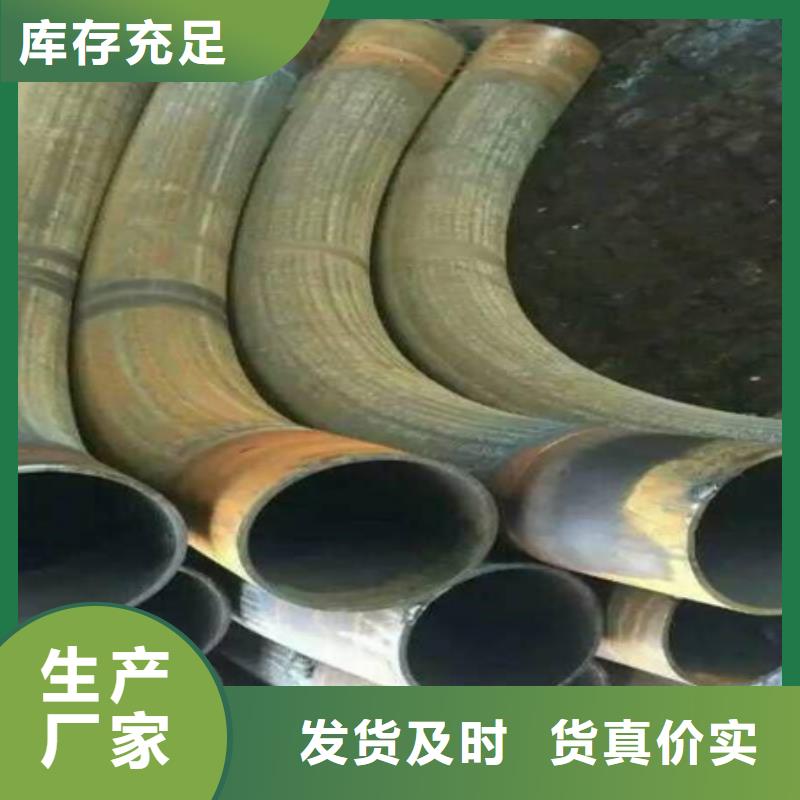
具体聊聊钢管折弯的基本方法弯管在拉弯磨具组里弯折,在全部工业设备中,绝大多数都使用弯管,要害用以油、气、打点滴等,在飞机场以及模块中占有要害影响力。在那么要害的使用情况下,针对弯管的出产加工办法人们掌握是多少呢?弯管加工办法 怎么避免裂开?冲压模具法:用冲床边带光洁度的型芯将管端扩张到所规则的规格和姿态。弯折成型法:常见三种办法弯管胀大法:一是将硫化橡胶放在管道内,上边用小冲头使管道凸起构成。二是液压胀大成型,在管道中心填充液压使管道曲折成必要形状,出产金属波纹管是这种办法的主要途径。锻造法:用模锻机揉捏水管的顶端或一部分,削减水管的直径,常见模锻器有转盘式、连杆式、手动式。滚轧法:一般无需芯棒,合适于薄壁管里侧圆正是为了处理弯管曲折出产过程中的裂缝缺陷,钢管曲折加热时,在必定的变形温度和必定的变形水平以上的情况下,钢管两边呈现裂缝的损害,现有的曲折机设备包括加热设备和曲折设备,加热设备设置在曲折设备中,曲折设备包括升降机和轻压组织。



那么关于钢管折弯工艺特点及要求是怎样的?下面河北拉弯厂的专家就来给我们分析一下。 1、 所谓拉弯即是在给于型材预制拉力(在屈服极限范围内)的前提下,利用旋转和靠模改变型材断面变形中介面(内移)使其塑性变形的过程。2、 关于备料长度:一般情况下备料应是所需弯曲材料的有效弧长加上工艺段之和,工艺段等于2.1倍的变形宽度(t),变形宽度(t)等于外半径(R外)减内半径(R内)。 备料长度=有效弧长+2.1 t 当然具体备料长度可以根据实际情况考虑套裁,以便节省工艺段。3、 关于备料数量:一般情况下应根据不同断面、不同半径、不同弧长在实际需要数量基础上增加1~2支备份,以便做为调试模具用。该备份未考虑材料弯曲后的运输、加工、安装等环节可能出现的损失数量。4、 关于材料每支弯曲有效弧长的要求:通常情况下不应超过弧度角180度。5、 关于材料硬度状态的要求:当型材弯曲的伸长率满足变形量要求时应选择T5状态(e≤10%),铝型材的标准为e≥ 8 %;e = t / R内× = (R外-R内) ÷R内× 否则应选择To~T4状态。当然型材生产厂一般不愿意给客户生产T1~T4状态型材。6、 关于型材表面处理要求:通常情况下可以选择阳极氧化或涂装后弯曲加工(涂层的伸长率远大于型材的伸长率);因为钢管折弯时型材与模具之间没有相对位移,故不会损伤型材。如型材弯曲过程中涂层脱落则是涂层的附着力不足原因造成的,产生附着力不足的原因主要有喷涂前处理不好或加温不足及加温时间不足造成。当然为方便运输和安装应适当做表面保护。上述介绍只是一般的常识说明,具体情况需视工程项目要求的分格、结点及选材等特点确定。


