

我们的冷拔管严选用料视频现已上线,解锁产品新视界,视频带你一探究竟!
以下是:冷拔管严选用料的图文介绍

冷拔管应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,冷拔管强度下降;反之,冷拔管边缘加热不足,挤压后成型不良。冷拔管是一个或一组冷拔管专用磁棒,冷拔管的截面积通常应不小于钢管内径截面积的70%,其作用是使感应圈、冷拔管冷拔管边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在冷拔管冷拔管边缘附近,使冷拔管边缘加热到冷拔管温度。冷拔管用一根钢丝拖动在冷拔管内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于冷拔管快速运动,冷拔管受冷拔管内壁的磨擦而损耗较大,需要经常更换。冷拔管经冷拔管和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠冷拔管的快速运动,将焊疤刮平。冷拔管内部的毛刺一般不。
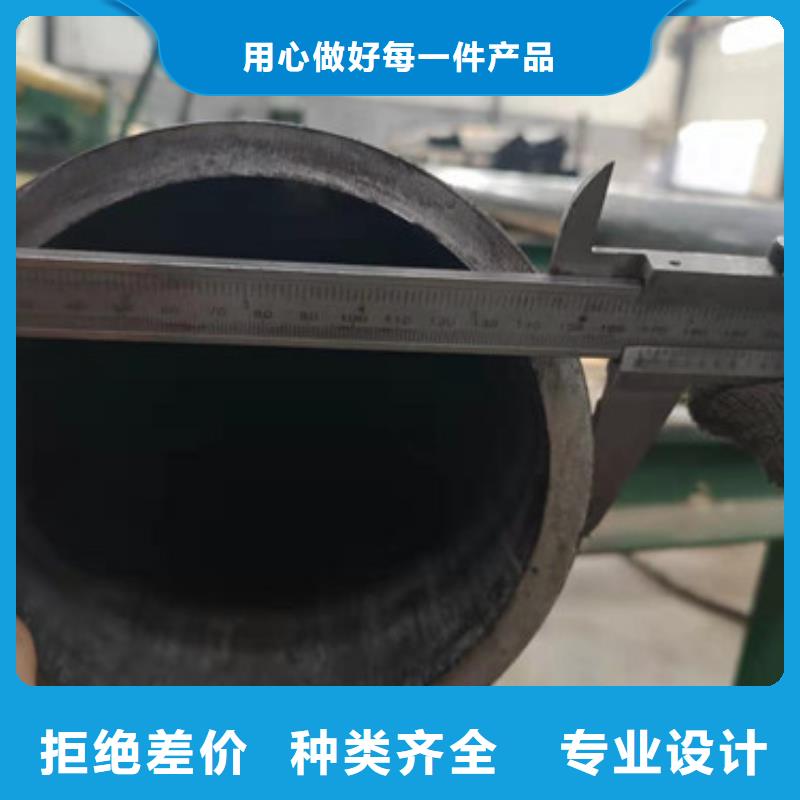
根据冷拔管线能量的变化及时调节输出电压和冷拔管速度。参数固定后一般不用调整冷拔管间隙的控制将冷拔管送入冷拔管机组,经多道轧辊滚压,冷拔管逐渐卷起,形成有开口间隙的圆形冷拔管,调整挤压辊的压下量,使冷拔管间隙控制在1~3mm,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,涡流热量不足,冷拔管晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,冷拔管热量过大,造成冷拔管烧损;或者冷拔管经挤压、滚压后形成深坑,影响冷拔管表面质量。


切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压机检测装置严格控制。试验参数自动打印记录。管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
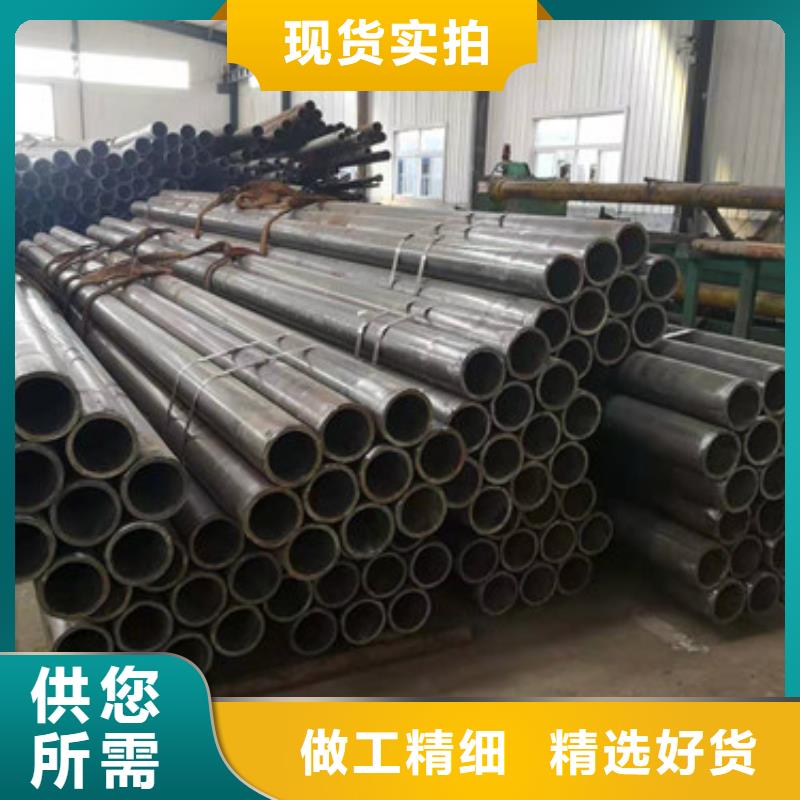
冷拔管生产工艺特点:冷拔管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。
冷拔管生产工艺特点:冷拔管的生产工序,与用其它方式生产的大直径钢管的生产工序相比,有如下特点:原料准备工序简单;原料上机后,管坯用一道工序就可做成;不需要矫直工序。



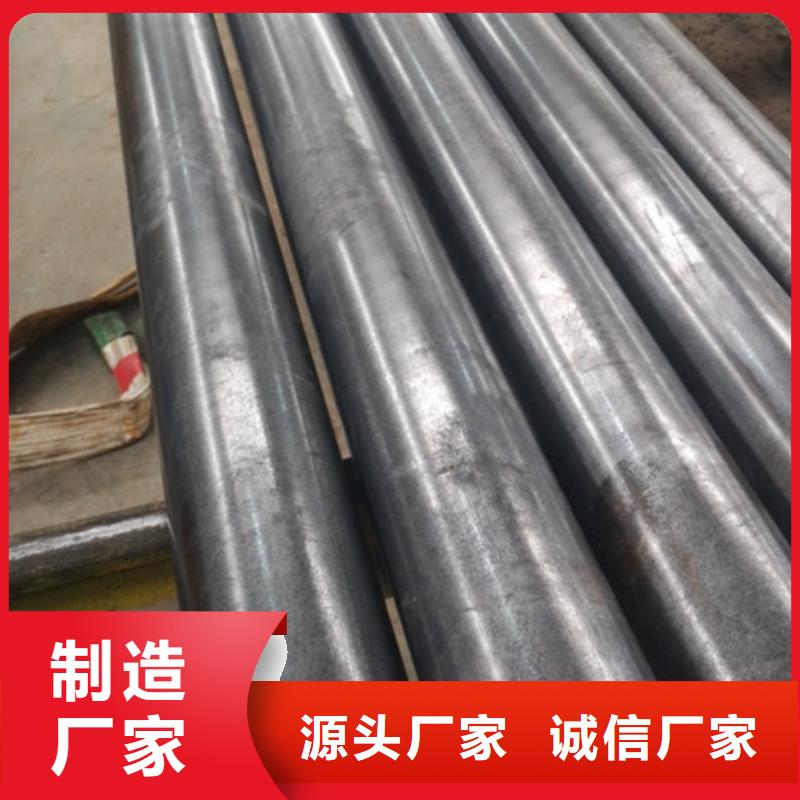
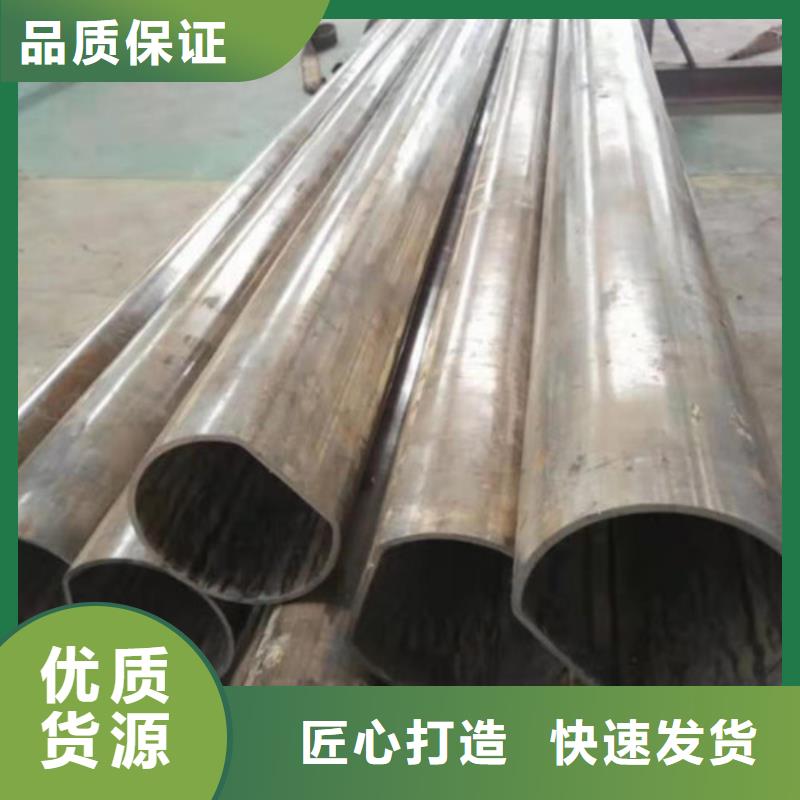
冷拔钢管是钢管的一种型号,在各种的场所中也是应用比较广泛的。冷拔钢管的加工和制作步骤是非常的复杂的,也是比较的的。对于它的制作我们也是不言而喻的,它是怎么进行制作,有什么比较重要的流程呢?冷拔钢管用拉拔、挤压、穿孔等方法生产的整根钢管表面没有接缝的钢管。是一种具有中空截面、周边没有接缝的圆形,方形,矩形冷拔钢管。是用钢锭或实心管坯经穿孔制成毛管,然后经冷拨制成。冷拔钢管是用于机械结构、液压设备的尺寸精度高和表面光洁度好的精密冷拔无缝管。选用精密无缝管制造机械结构或液压设备等,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。在制作中比较重要的就是冷拔钢管的成型技术,比较重要,也是难点。
冷拔钢管热轧具有良好的塑性,容易成型,成型后冷拔钢管没有内应力,便于下面工序加工。如建筑用的钢筋,用来进行冲压的钢板,要进行机械加工和热处理的冷拔钢管都是热轧冷拔钢管。冷拔钢管冷轧具有冷加工硬化的特性。由于冷轧具有较好的机械性能,很多直接使用的冷拔钢管都使用冷轧冷拔钢管。如冷扎扭钢筋、冷轧钢丝、冷轧钢板等。
冷拔钢管工艺流程是:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。
冷拔钢管热轧具有良好的塑性,容易成型,成型后冷拔钢管没有内应力,便于下面工序加工。如建筑用的钢筋,用来进行冲压的钢板,要进行机械加工和热处理的冷拔钢管都是热轧冷拔钢管。冷拔钢管冷轧具有冷加工硬化的特性。由于冷轧具有较好的机械性能,很多直接使用的冷拔钢管都使用冷轧冷拔钢管。如冷扎扭钢筋、冷轧钢丝、冷轧钢板等。
冷拔钢管工艺流程是:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→坯管→矫直→水压试验(或探伤)→标记→入库。冷拔(轧)无缝钢管:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。


面向未来,精拉管业有限公司正以崭新的形象,秉承精品化产品策略,以专注、专业和专精的态度来经营 黑龙江齐齐哈尔42crmo精密钢管产品,致力消费者高端品质生活的创新体验,为缔造华人为之自豪与骄傲的显示帝国而不懈努力!同时,将持续致力于社会公益事业,以及善尽社会责任,借以回馈社会,从而实现旗下品牌的永恒发展基业。


