


文字只能描述,而视频却能生动展现!点击播放我们的镀锌管【焊管】品质之选产品视频,让视觉盛宴为您揭示产品的无限可能。
以下是:镀锌管【焊管】品质之选的图文介绍

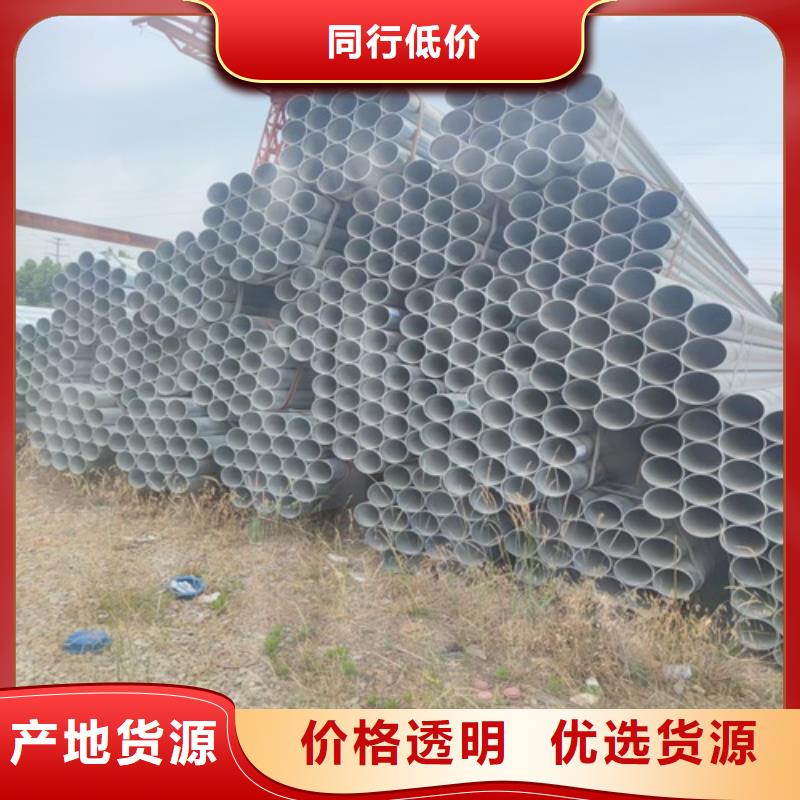
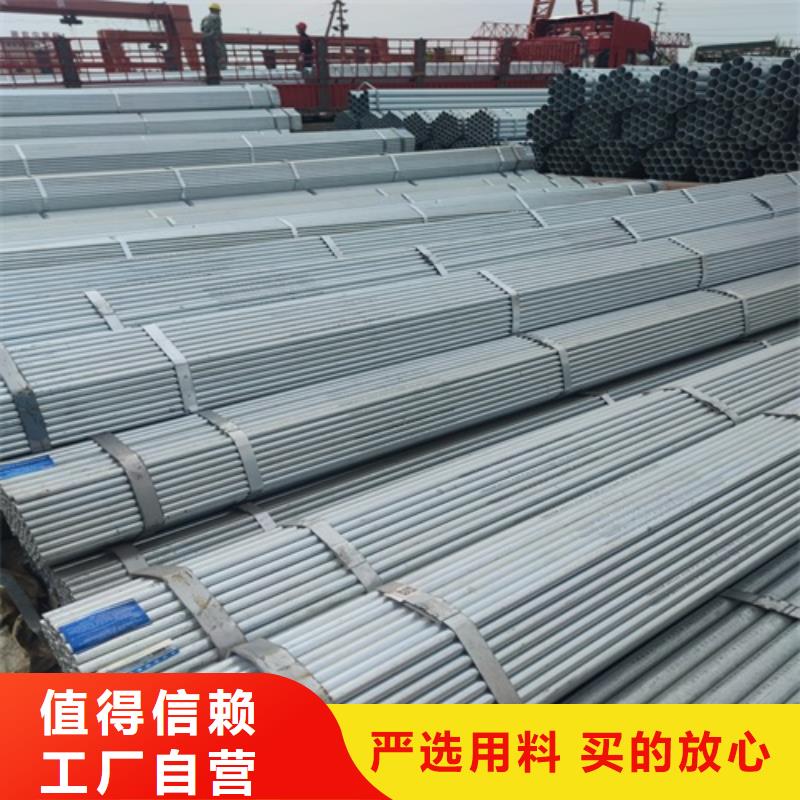
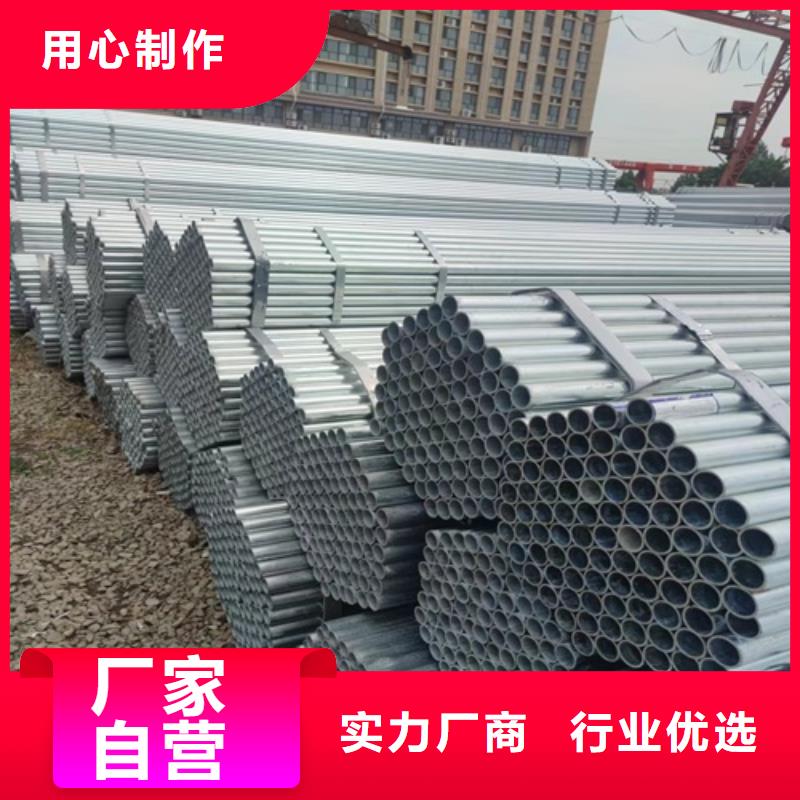
昌平焊管
鹏鑫钢铁有限公司
质量牢靠可接急单


昌平焊管的详细介绍
厂家精选品质服务

鹏鑫钢铁有限公司自成立至今,凭借在 北京昌平焊管行业多年的生产经验和完善的售后服务,已形成了以众多生产企业为主的客户群,公司致力于为每个客户提供 北京昌平焊管解决方案。








镀锌管连接方式:螺纹,焊接 其一、滚槽方式连接 (一)滚槽焊缝开裂: 1.将管口压槽部分的内壁焊筋磨平,减少滚槽阻力。 2.调整钢管与滚槽设备的轴心,并要求钢管与滚槽设备水平。湘潭大棚管,湖南大棚管 3.调整压槽速度,压槽成型时长不能超过规定,均匀、缓慢施力。 (二)滚槽钢管断裂: 1.将钢管管口压槽部分内壁焊筋磨平,减少滚槽阻力。镀锌管,湖南大棚管 2.调整钢管与滚槽设备的轴心,要求钢管与滚槽设备水平。 3.调整压槽速度,压槽速度不能超过规定,均匀、缓慢施力。 4.检查滚槽设备的支撑辊与压力辊的宽度和型号,是否存在两辊尺寸不相匹配而造成咬合现象。 5.用游标卡尺检查钢管的沟槽是否规定。 (三)滚槽机滚压成型的沟槽应符合下列要求: 1.管端至沟槽段的表面应平整无凹凸、无滚痕。 2.沟槽圆心应与管壁同心,沟槽宽度、深度应符合要求,并检查卡箍件型号是否正确。 3.在橡胶密封圈上涂抹润滑剂并检查橡胶密封圈是否有损伤,润滑剂不得采用油润滑剂。 其二、焊接式连接 1.镀锌钢管管口对接后不在一条直线和钢管存在斜口的问题,建议将钢管管头截掉一小段儿后再进行加工。 2.镀锌钢管管口对接后出现两支管口对接不严现象,导致焊口薄厚不均匀;以及钢管由于本身原因或运输磕碰,造成管口椭圆,建议将钢管管头截掉一小段儿后再进行加工。 3.镀锌钢管管口对接后,管口部位出现砂眼: 4.焊接时由于技术原因造成。 5.管口存在锌瘤,造成焊接困难和砂眼问题,对锌瘤过大、过多管进行简单的锌瘤去除处理。



